
|
Реклама на сайте от 1000 р\месяц
> |
Главы из книги "15 проектов судов для любительской постройки." Д.А. Курбатова
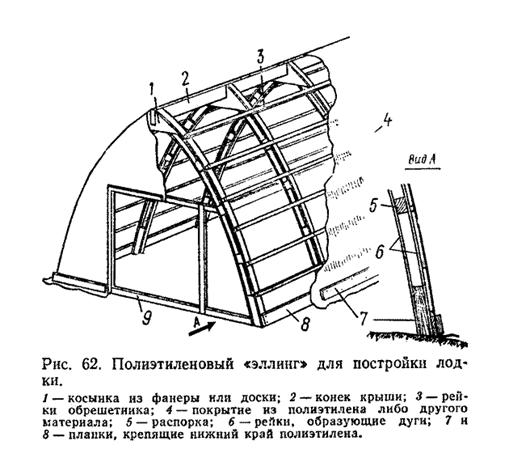
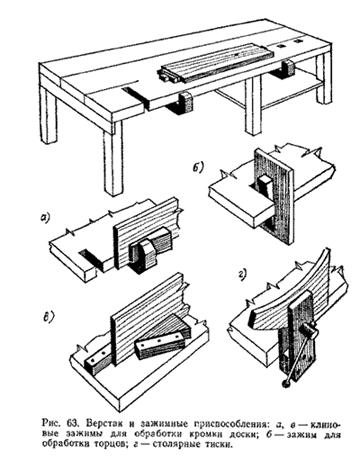
§ 1. Рабочее место, приспособления, инструменты Человеку, приступившему к строительству судна, предстоит решить, помимо прочих, и такие вопросы, как выбор места, где будет строиться катер или яхта, подбор инструментов. Чем больше по размерам судно и сложнее его конструкция, тем труднее, оказывается, решить Простую лодку типа скифа можно построить за одну-две недели под открытым небом даже в укромном уголке городского двора. Необходимо только запастись полиэтиленовой пленкой или другим водонепроницаемым материалом, которым можно накрыть незавершенный корпус в случае непогоды. Таким же способом можно воспользоваться и для сборки корпусов более сложных, но небольших лодок, если заранее заготовить в помещении все детали набора корпуса, собрать шпангоуты, переборки, склеить фанерные листы наружной обшивки. Важно выбрать для стапельной сборки период времени с сухой теплой погодой, при которой гарантируется полимеризация клеев и первоначальная влажность древесины. В зимнее время постройка корпуса малого судна возможна только в сухом, отапливаемом помещении. Это может быть широкий коридор, подвальное помещение, гараж и даже жилая комната. Важно, чтобы здесь разместилась лодка (хотя бы наискосок), верстак и еще оставалось бы свободное место для прохода. Оптимальным является помещение, площадь которого примерно вдвое превышает занимаемую строящимся корпусом. Во всяком случае, длина помещения должна минимум на 1 м превышать длину корпуса и на 2 м его ширину. Нужно позаботиться о хорошем освещении места работы, а если дневного света недостаточно, поставить дополнительно несколько электроламп или использовать переносную люстру. В последние годы немало малых яхт и катеров было построено во временных эллингах, устроенных по типу парников - с крышей и стенками из полиэтиленовой пленки, натянутой на легкий деревянный каркас. В профессиональном малом судостроении известно использование полиэтиленовых эллингов бескаркасной конструкции, форма которых поддерживается благодаря подаче внутрь воздуха под небольшим избыточным давлением. Выработался оптимальный вариант конструкции полиэтиленового эллинга, собираемого из деревянных ферменных арок, располагаемых через 1,2-1,4 м прямо на земле, на садовом участке или другой подходящей территории. Такой эллинг не требует больших материальных затрат на сооружение, прост в постройке и достаточно практичен. Благодаря применению двойной обшивки и использованию воздухоподогревателей в таком эллинге можно вести постройку судна и в зимнее время, если, конечно, речь идет о районах с умеренно холодной зимой. Основным модулем конструкции является арка, которая собирается из низкосортных досок сечением 25Х75 мм (рис. 62). Основание арки выбирается соответственно ширине требуемого помещения, высота - такой, чтобы в эллинге можно было ходить, не сгибая головы, а корпус судна помещался бы вместе со всеми надстройками. Изгиб дуг, составляющих арку, должен способствовать сползанию с крыши небольшого слоя снега, с тем чтобы вся конструкция не испытывала излишних нагрузок кроме сильных боковых ветров. Постройку рекомендуется расположить по оси преобладающих в данной местности ветров и один из ее торцов закрепить к существующей прочной стене - гаража, сарая или иного здания. Очертания половины арки нужно разметить на ровной площадке, где она будет собираться, и установить какие-либо фиксирующие форму приспособления, например, колышки, вбитые в землю. По этим колышкам изгибается внутренняя доска фермочки; затем к ней на клею и гвоздях крепятся сухари - бруски толщиной 50 мм и длиной около 100 мм - с расстоянием между ними около 500 мм. Опять же на клею и гвоздях к этим сухарям закрепляется наружная планка фермы. После затвердевания клея половина арки сохраняет свою форму, будучи снятой с колышков, и может быть соединена фанерными кницами со второй половиной. Острые кромки наружных планок арок необходимо зашкурить или пройти начерно рубанком с тем, чтобы о них не терлось полиэтиленовое покрытие. Количество арок выбирается сообразно нужной длине эллинга; расстояние между ними должно быть 1,2-1,4 м. Если эллинг сооружается прямо на земле, то в нее необходимо вбить колышки под тем же углом, какой основание арки составляет с поверхностью земли; к этим колышкам крепятся концы арок. По центру крыши будущего эллинга пропускается доска конька, которая врезается "в полдерева" в каждую арку и фиксируется к ним гвоздями. Несколько продольных реек - стрингеров будут препятствовать провисанию полиэтиленовой крыши под нагрузкой от ветра или снега, а диагональные раскосы придадут всей конструкции устойчивость. Полученный каркас накрывается полотнищем полиэтилена, лавсановой пленки либо другого водонепроницаемого материала (за рубежом для этой цели применяют трехслойный материал - нейлоновую ткань, на которую с обеих сторон наклеена полиэтиленовая пленка). Узкие полотнища могут быть соединены между собой внакрой с перекроем 200-300 мм; каждая кромка крепится к перекрывающему полотнищу при помощи липкой ленты (можно также для прочности дополнительно прошить соединение нитками). Укладывать горизонтальные полосы пленки нужно так же, как и при покрытии крыши рубероидом - кромка верхнего полотнища перекрывает кромку нижнего. Натянув пленку на каркас, ее кромки крепят к концевым аркам гвоздями, забиваемыми через тонкие рейки, которые накладывают поверх полиэтилена. Такими же рейками крепят нижние кромки полиэтилена, забивая гвозди в нижние концы арок; затем изнутри помещения накладывают короткие рейки между арками и прибивают их гвоздями через полиэтилен к наружным. Чтобы земляной пол в эллинге оставался сухим в дождливую погоду, вокруг сооружения необходимо прокопать неглубокие канавки и устроить сток из них в сторону. Конструкция арок позволяет сделать внутреннюю зашивку из того же полиэтилена или картона и обеспечить теплоизоляцию помещения. При соблюдении противопожарных мер, возможно, отапливать эллинг при помощи электрических, газовых или нефтяных печек, не дающих искр, и вести работу зимой. Помимо стапеля, на котором выполняется сборка корпуса судна, плазовых щитов, служащих для разметки основных деталей корпуса по теоретическому чертежу, в эллинге должен быть удобный верстак, необходимый для обработки и подгонки отдельных деталей. Верстак (рис. 63) можно собрать из двухдюймовых досок. Желательно сделать его такой же длины, как и строящееся судно, или, при меньшем размере, расположить его так, чтобы на нем можно было обрабатывать длинные брусья, если подставить под их свисающие концы козелки. Хороший верстак должен быть оборудован упорами, клиновыми зажимами и деревянными тисками, позволяющими обрабатывать деталь в любом положении. Вместо тисков можно использовать струбцины и цвинки - зажимы с клиньями. Залог успеха всей работы по постройке судна - хороший, правильно заточенный и отлаженный инструмент. Чем большим количеством разнообразного инструмента располагает судостроитель, тем быстрее продвигается постройка. Однако для любителя, который делает единственную в своей жизни лодку или, в лучшем случае, две - три лодки, существенное значение имеет стоимость инструмента и возможность ее в дальнейшем оправдать. Поэтому чаще всего обходятся домашним набором инструмента, подкупив минимально необходимые вещи или позаимствовав их у приятелей.
Минимальный набор инструмента для постройки корпуса малого судна следующий: 1.Пила лучковая с мелким зубом-она нужна для продольной распиловка досок на рейки. 2.Ножовка большая - для поперечного распиливания досок. 3.Узкая ножовка с мелким зубом - для выпиливания криволинейных деталей из фанеры и досок. Хороши ножовки со сменными полотнищами, имеющими зуб разной величины. 4. Ножовка с обушком (наградка) - пила с небольшим тонким полотном и очень мелким зубом, необходимая для точных работ при подгонке деталей, их врезке друг в друга. 5. Стамески шириной 20 и 25 мм. 6. Шерхебель - рубанок с железкой, заточенной по радиусу; такой инструмент необходим для грубой обработки досок, особенно нестроганных; им можно строгать и вдоль волокон, и поперек них. 7. Рубанок - лучше всего с двойной железкой. Кроме обычного резца на таком рубанке имеется стружколом, благодаря чему рубанок не отщипывает стружку от поверхности; деталь получается более гладкой. 8. Фуганок или полуфуганок - длинный рубанок 9. Стружок - для обработки криволинейных кромок фанеры в мелких деталей. 10. Коловорот - для сверления отверстий большого диаметра в деревянных деталях. Если вместо сверла вставить отвертку, он будет служить и для заворачивания шурупов. 11. Ручная дрель с патроном под сверло диаметром до 8 мм с набором сверел. Необходима для сверления мелких отверстий под крепеж (гвозди, шурупы, болты) как в дереве, так и в металле.
12. Шило - удобно для разметки отверстий, закрепления концов нити при пробивке прямых линий, растяжки парусины при разметке парусов и т. п. работ. 13. Рашпиль - напильник с грубой насечкой для обработки дерева. 14. Молоток весом 300 г. 15. Деревянный молоток-киянка для работ с долотом и пригонки различных деталей в плотных соединениях. 16. Бородок (пробойник) - для утапливания головок гвоздей в древесину. 17. Кусачки - для откусывания концов гвоздей и проволоки. 18. Клещи - для вытаскивания гвоздей из лекал, временных распорок и т. п. 19. Отвертки - желательно две-три с различным размером под шлиц. Удобны отвертки с рычагом и с "архимедовым винтом" с трещоткой. 20. Плотницкий топорик - для снятия большого количества древесины. Для разметки корпуса на плазе и отдельных деталей нужен следующий инструмент: складной метр; рулетка длиной 3 м; выверенная (лучше стальная) линейка длиной 1-1,2м; большой плотницкий угольник; транспортир; разметочный циркуль; пузырьковый уровень (ватерпас) - для проверки горизонтальности линий и плоскостей; отвес (весок) - для проверки вертикальности устанавливаемых деталей и узлов корпуса; шланговый уровень - для проверки по горизонтали устанавливаемых на стапеле узлов корпуса (его можно сделать самостоятельно из длинного тонкого резинового шланга - около половины длины корпуса - с парой стеклянных трубок длиной около 300 мм на его концах; шланг заполняют подцвеченной чернилами или марганцовкой водой); прочная нитка длинных прямых линий; рейсмус - для разметки параллельных линий; штангенциркуль; малочник - инструмент для снятия с плаза углов и переноса их на детали корпуса. Механизированный (электрифицированный) инструмент весьма дорог, но если его достать хотя бы во временное пользование, это позволит сэкономить массу рабочего времени. Обычная электродрель, если ее снабдить набором фрез, дисковых пил, наждачных кругов, шлифовальных дисков и отверток может служить для роспуска досок толщиной до 25 мм на рейки, резки кромок фанеры, заточки инструмента, строжки и шлифования поверхности, заворачивания шурупов и, конечно, сверления отверстий. Существуют конструкции приставок к дрели, превращающие ее в лобзик, удобный для выпиливания криволинейных кромок фанеры и тонких (до 15 мм) деревянных деталей. Вообще же, кроме электродрели, желательно иметь электрический заточный станочек (наждак), продольную дисковую пилу и электрорубанок. При работе на открытом воздухе или в эллинге с земляным полом весь электроинструмент должен быть надежно заземлен. При сборке узлов набора и всего корпуса на стапеле понадобятся прижимные приспособления - клещи, цвинки, винтовые струбцины и т. п. (рис. 64). Клещи собирают из двух длинных брусков 1 с помощью болта 2. Усилие создается за счет клина 3, а чтобы концы клещей не изнашивались и не сминали деталей, их обивают кусочками кожи 4. Клещи хороши, например, для сборки наборной обшивки 5, когда требуется большой вылет прижима. При сборке и склейке многих деталей можно обойтись цвинками 7, вырезанными из толстой бакелизированной фанеры. Детали, например, привальный брус S, к обшивке 6 прижимают с помощью клина 3. Особое значение имеют струбцины, и чем большим их количеством располагает судостроитель, тем быстрее пойдет работа, поэтому необходимо заранее запастись ими или изготовить самодельные.
§ 2. Разбивка теоретического чертежа на плазе В главе 1 читатель познакомился с принципами построения теоретического чертежа и его значением при постройке и проектирования судна. Исключая случаи постройки простейших лодок, строителю необходимо вычертить этот чертеж в натуральную величину с тем, чтобы разметить детали корпуса и собрать их в узлы, а затем в точном соответствии с теоретическим чертежом собрать на стапеле корпус. На судоверфях делают полную плазовую разбивку всех трех проекций теоретического чертежа, что позволяет лучше согласовать обводы и исправить погрешности, допущенные конструктором при вычерчивании чертежа в масштабе. Вычерчивание или разбивка теоретического чертежа в натуральную величину производится на плазе - ровном окрашенном светлой краской деревянном полу или больших фанерных щитах. Отклонения линий и точек при плазовой разбивке и снятии с плаза шаблонов не должны превышать 1-2 мм; толщина всех линий выдерживается в пределах 0,1-0,2 мм. Основой для разбивки служит теоретический чертеж и таблица его ординат (см. рис. 5 и табл. 1). В таблице указываются в натуральную величину ординаты всех кривых линий теоретического чертежа на каждом шпангоуте относительно базовых координатных плоскостей - диаметральной (ДП) и основной (ОП). Ординаты группируются в две основные группы - полуширот (ватерлинии, линия скулы, борта при палубе, диагонали) и высот (батоксы, линия борта при палубе, скулы, киля, шпунта). Некоторые размеры, например размеры для построения очертаний штевней и плавников, не включаются в таблицу ординат, а обычно указываются на самом теоретическом чертеже. Разумеется, чтобы пользоваться таблицей плазовых* ординат, надо знать, на каких расстояниях одна от другой расположены секущие плоскости, т. е. расстояние между шпангоутами - шпацию, а также расстояния между ватерлиниями, между батоксами, и положение плоскостей диагоналей. ______________________________ * Строго говоря, следует различать таблицу ординат теоретического чертежа, составляемую конструктором по разработанному им чертежу, и таблицу плазовых ординат, которая составляется строителем (или на верфи) по данным плазовой разбивки. ______________________________ В практике любительского судостроения обычно ограничиваются разбивкой натуральную величину только одной проекции теоретического чертежа - "корпуса", а также разметкой очертаний (на "боку") форштевня и транца. Только при постройке корпусов со сложными обводами иногда прибегают к весьма трудоемкой и требующей значительной площади плаза разбивке "бока" и "полушироты". Для экономии места на плазе можно вычерчивать эти проекции одну на другой, используя для наглядности линии разного цвета. Иногда прибегаю к разбивке "бока" и "полушироты" в искаженном масштабе, сокращая длину судна и, следовательно, расстояние между шпангоутами, в 2-4 раза (рис. 65). Размеры и ординаты по высоте остаются при этом в натуральную величину, а обводы кривых ватерлиний и батоксов получаются более крутыми, что облегчает их согласование. Однако для получения очертаний форштевня и транца в истинном виде оконечности нужно вычерчивать в одинаковом масштабе для длины и высоты. При плазовой разбивке приходится размечать длинные прямые линии, восстанавливать к ним перпендикуляры. Делают это несколько иными методами, чем применяются при выполнении чертежей, поскольку выверенных линеек достаточной длины и угольников столь больших размеров у строителя под рукой обычно не оказывается. Прямую линию можно, например, отбить при помощи туго натянутой между двумя заданными точками намеленной нитки. Оттянув нитку вертикально вверх за середину, ее отпускают, как тетиву лука. От удара нитки на плазе остается ровная линия, которую прочерчивают ("наводят") карандашом или рейсфедером, пользуясь метровой линейкой. Если требуется получить длинную прямую линию повышенной точности, например ОЛ или ДП, то используют стальную струну (рыболовную леску), протянутую на небольшой высоте между данными точками. При помощи отвесов, подвешенных к этой струне в промежуточных точках, переносят положение линии на плаз и по точкам, на которые указывают концы весков, меловой ниткой пробивают последовательно ряд ее отрезков. Для построения перпендикуляра к линии применяют такой способ. От заданной точки на линии откладывают в обе стороны одинаковые расстояния, из их концов одним и тем же радиусом засекают две дуги по одну из сторон прямой. Через точку пересечения дуг и заданную точку на линии проводят прямую, которая и будет перпендикуляром. Для упрощения плазовых работ полезно сделать большой деревянный треугольник, выпилив его, например, из толстой фанеры, и раздвижной циркуль, который, впрочем, с успехом можно заменить рейкой с парой вбитых на нужном расстоянии гвоздей. Плазовую разбивку начинают с разметки сетки теоретического чертежа, т. е. изображения на всех проекциях прямых линий. Например, если нужно построить "корпус" теоретического чертежа катера "Тюлень" (см. рис. 5), то сначала на щите размером примерно 1,5 Х 2,5 м проводят основную линию. По середине ширины щита к основной восстанавливают перпендикуляр, соответствующий линии ДП. По обе стороны от него через 250 мм проводят параллельные ДП линии батоксов Б1, Б2 и БЗ. Полезно еще провести ограничительные линии наибольшей ширины на расстоянии 952 мм от ДП на каждый борт. Затем на этих линиях откладывают точки их пересечения с ватерлиниями ВЛ1 - BЛ3 с интервалом 100 мм, начиная от ОЛ. Соединив эти точки прямыми, которые должны быть строго параллельными ОЛ, получают ватерлинии (рис. 66). Теперь не лишне проверить точность построения сетки. Для этого берется нитка, один конец которой прикладывается к точке пересечения батокса БЗ с ОЛ, а второй по диагонали с точкой пересечения. БЗ с ВЛ8 на другом борту. Все точки пересечения батоксов и ватерлиний должны расположиться точно по нитке. Таким же способом следует проверить и вторую половину сетки. Если все в порядке, можно нанести на плазе положение диагоналей и приступать к перенесению на сетку ординат шпангоутов.
Рис.65. Совмещенный плазовый чертеж остроскулого катера длиной 5,5м и шириной 1,9м, выполненный с сокращением длины в 2,5раза. Следующая цифра в столбце сверху - 901 мм - полуширота от ДП по ВЛ8. Отложим этот размер по линии ВЛ8. То же проделаем и с последующими ординатами, указанными в столбце для соответствующих ватерлиния, вплоть до ВЛ1. У киля от ДП нужно отложить полушироту шпунта - 20 мм. Этого размера в таблице нет, он указан на проекции "корпус" теоретического чертежа. В самой нижней строке столбца найдем высоту линии шпунта от ОЛ, равную 72 мм. Ее нужно отложить по линии, параллельной ДП и отстоящей от нее на 20 мм. Получим точку ЛШ, где наружная обшивка примыкает к килю. В нижней части столбца указаны высоты от ОЛ до точек пересечения шп. 4 с батоксами Б1, Б2 и БЗ. Размеры 111, 177 и 367 мм откладывают на соответствующих линиях сетки. Таким образом, мы получили 12 точек, принадлежащих обводу шп. 4. Остается, пользуясь гибкой деревянной рейкой, прижатой к полу специальными грузами (крысами), по полученным точкам провести плавную кривую линию. Места наибольшего изгиба обвода по скуле и у киля дополнительно проверяются по ординатам рыбин Д1 и Д2. Все точки должны располагаться на плавной кривой; если же какие-либо из них окажутся вне обвода, это свидетельствует о недостаточном согласовании обводов при разработке чертежа, ошибке в таблице ординат или ошибке при разбивке на плазе.
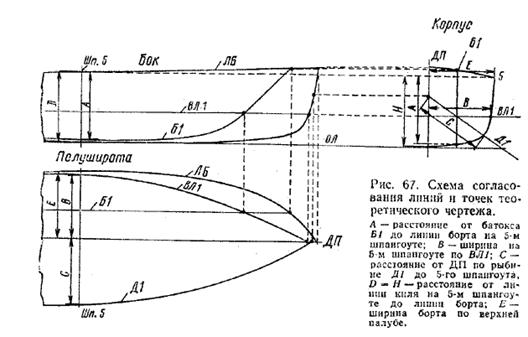
Таблица плазовых ординат может иметь и другую форму, но принцип ее построения будет аналогичным. При построении всех трех проекций проверяется согласование обводов по положению точек пересечения одноименных линий. Например, расстояние от точки пересечения батокса Б1 (рис. 67) с ВЛ до 5-го шпангоута на "полушироте" должно быть равно соответствующему расстоянию на "боку", а высота этой точки над ОЛ должна соответствовать ее высоте на "корпусе". Подобным образом согласовывать все характерные точки теоретического чертежа. Несогласованность точек (разница в расстояниях - ординатах, которые теоретически должны быть одинаковыми на разных проекциях) допускается 0,1-0,2 мм. Использование неточно построенного теоретического чертежа может привести к переделкам готового набора, когда он уже будет выставлен на стапеле. Располагая плазовой разбивкой, строитель может на ней изобразить в натуральную величину любую деталь корпуса. Таких деталей немного. Это в первую очередь, киль, форштевень, ахтерштевень, транец, кнопы, кницы и дейдвудные брусья. Все это составляет закладку судна. Названием своим закладка обязана тому, что в собранном виде она образует как бы основание всего набора - скелета судна.
Для изготовления форштевня удобно иметь форму его нескольких поперечных сечений плоскостями, расположенными примерно перпендикулярно одной из его кромок. На рис.68 такие сечения обозначены цифрами 1-1, 2-2, 3-3 и 4-4. Прежде всего, необходимо вычертить следы, которые получаются в этих плоскостях от пересечения с наружной обшивкой корпуса. Для этого находим точки пересечения секущей плоскости с характерными линиями теоретического чертежа. Для сечения 1-1 такими точками на проекции "бок" будет: А - пересечение с линией батокса Б1 и В - с ватерлинией ВЛ5. Замерив на "боку" соответствующие расстояния Х1 и Х2, их откладывают на линии 1-1, которая представляет собой линию ДП в данном сечении. Вторая координата - полуширота точки А известна - это отстояние У1 линии батокса Б1 от ДП. Полушироту точки В легко найти на проекции "полуширота", опустив из этой точки перпендикуляр ВВ' до пересечения с линией ВЛ5. Третью точку следа определяет полуширота шпунта а, снятая для ВЛ4 на "полушироте". Соединив три полученные точки плавной кривой, найдем очертания наружной обшивки в сечении 1-1. Отложим внутрь от этой кривой толщину обшивки d и проведем вторую линию, которая обозначит внутреннюю поверхность обшивки, прилегающую к форштевню. Остается на разметке сечения нанести ширину b и высоту h форштевня, чтобы получить его поперечное сечение в натуральную величину. По нему можно впоследствии изготовить шаблон для обработки штевня. Подобным же образом строятся и остальные сечения форштевня, которые нанесены на рисунке. Рис.68. Разметка поперечных сечений форштевня и шпунта на плазе. По плазовому теоретическому чертежу выполняется и построение истинных очертаний транца, если он наклонный или изогнут по радиусу. Пример такого построения для плоского наклонного транца приведен на рис.69. Построение осуществляется на прямой ДП, расположенной параллельно линии транца на "боку". На эту прямую проектируются следы пересечения с транцем плоскостей ватерлиний и линии борта. Расстояния между ватерлиниями в плоскости транца будут несколько больше, чем замеренные в вертикальной плоскости. На каждую ватерлинию переносятся с "полушироты" ординаты У1, У2 и Уз (кстати, в таблицу плазовых ординат они вписаны в истинной величине). Затем наносят следы батоксов - они располагаются от ДП на тех же расстояниях, что и на всех проекциях теоретического чертежа. Далее на батоксы с проекции "бок" проектируют точки пересечения соответствующих батоксов с линией транца. Соединив точки А', В', С', D', F' и G' плавной кривой, получим обвод транца в истинном виде. Пользуясь разметкой на плазе, делают шаблоны, по которым легко разметить На плазе вычерчивают и другие детали сложной формы, например фундаментные брусья под двигатель (предварительно нужно наметить положение оси гребного вала), уточняют положение продольных связей и изображают их поперечные сечения на шпангоутах (если надо сделать в поперечном наборе соответствующие вырезы - пазы для прохода стрингеров). Полностью вычертить теоретический чертеж даже небольшой лодки в натуральную величину судостроитель-любитель может далеко не всегда, так как для этого необходимо иметь довольно большое свободное помещение, соответствующие инструменты: длинные гибкие рейки-правила, прижимы-крысы для фиксации положения изогнутых реек и т. д., а самое главное - достаточные навыки. Имея таблицу ординат, можно ограничиться разбивкой только одной, самой необходимой и небольшой по площади проекции - "корпус". При малых размерах лодки сделать это можно на листе плотной бумаги, который легко сворачивать в рулон и убирать на время перерывов в работе. Если на таком импровизированном плазе вычертить еще обвод форштевня и угол наклона транца, этого будет достаточно для сборки корпуса. Следует, однако, учитывать, что бумага дает большую усадку при изменении влажности в помещении, поэтому хранить такой "плаз" нужно в комнате с постоянной температурой.
Иногда для практического "корпуса" делают специальный плазовый щит, так как на нем удобнее осуществлять сборку шпангоутных рам или изготовлять шаблоны для выклеивания шпангоутов, не опасаясь испортить теоретические линии корпуса. Чаще практические шпангоуты наносят на том же плазе, что и теоретические, но карандашом или краской другого цвета. Предварительно на "боку" и "полушироте" теоретического плаза размечают, в соответствии с конструктивным чертежом судна, положение всех практических шпангоутов и переборок по длине и восстанавливают из этих точек перпендикуляры к ОЛ и ДП (рис.70). Для перенесения ординат с этих проекций на корпус удобно использовать прямые хорошо простроганные рейки-линейки прямоугольного или треугольного сечения. Наложив прямой кромкой такую линейку на линию практического шпангоута на "боку", на нее рисками переносят точки пересечения этим шпангоутом линий киля, борта всех батоксов и скулы, если она есть, а также ОЛ, которая является базовой линией для отсчета. Против каждой риски ставится условное обозначение соответствующей линии.
Обводы практических шпангоутов для удобства сборки рам вычерчивают обычно на оба борта, строго симметрично относительно ДП. Чтобы проще было ориентироваться среди множества линий, обводы носовых и кормовых шпангоутов нужно наносить разной краской. Разметка практических шпангоутов упрощается при остроскулых обводах корпуса, когда достаточно перенести на "корпус" только несколько "опорных" точек шпангоута: полушироту и высоту киля, скулы, линии борта. При разбивке практического плаза судов, имеющих палубу, необходимо построить очертания бимсов, которым придается, выпуклость (погибь), направленная вверх. Погибь бимсов нужна для того, чтобы вода, попавшая на палубу, скатывалась к бортам. Стрелка погиби может иметь различную величину: для более крупных судов - от 1/40 до 1/60 ширины палубы, для мелких-от 1/20 до 1/40. Палуба рубки может быть выполнена с еще большей стрелкой погиби, чтобы увеличить высоту помещения в его средней части, обычно служащей проходом. Существует несколько способов построения кривой погиби бимсов; простейший из них показан на рис.71. При ДП проводится четверть окружности с радиусом, равным выбранной стрелке погиби. Полученная дуга окружности делится на 3-6 равных частей. На такое же число частей делится полуширота палубы. Через точки делений проводятся взаимно перпендикулярные линии, точки пересечения которые определяют кривую погиби бимсом:1'-2'-3'-4'-5'. Для того чтобы при постройке судна можно было выдержать обводы по теоретическому чертежу (а только качество и вид судна будут соответствовать запроектированным), необходимо знать правила о положении теоретических линий конструктивных элементов корпуса. Теоретической линией называется линия поверхности конструктивного элемента, совпадающая с линией теоретического чертежа. Такими линиями для деревянного судна с дощатой или реечной обшивкой является: - линия наружной поверхности обшивки; при изготовлении шпангоутов, штевней и киля толщина обшивки должна откладываться внутрь от теоретических обводов корпуса; - линия внутренней поверхности настила палубы; иначе говоря, это - верхняя кромка бимса, совпадающая с линией бимса теоретического чертежа; - линия кормовой кромки носовых шпангоутов и носовой кромки кормовых шпангоутов; при изготовлении шпангоутов и переборок по плазовой разбивке (за вычетом толщины обшивки) необходимо точно соблюдать правило теоретических линий, тогда снятие малки (срезание угла) с этих деталей при обшивке корпуса не приведет к изменению обводов; - линия кромки карленгсов и стрингеров, обращенная к ДП (рис.72). На рис.73 показаны способы вычерчивания теоретического шпангоута (а) на плазе и контуре его лекала (б) с учетом толщины деревянной обшивки. При разбивке плаза металлических, пластмассовых и фанерных судов, как правило, толщину обшивки учитывать не надо, т. е. Обводы шпангоутов являются и теоретическими линиями (при отступлении от этого общего правила в таблице ординат должно быть соответствующее указание).
Изготовить детали точно по плазовому чертежу - это еще не все. Нужно их правильно поставить на место, т. е. Закрепить каждую деталь так, чтобы ее положение относительно трех базовых плоскостей: основной (по высоте), диаметральной (по ширине) и мидель-шпангоута (по длине) - строго соответствовало теоретическому чертежу и плазовой разбивке. Поэтому при заготовке на детали переносят с плазового чертежа положение контрольных линий: ДП, ватерлинии до них.
Рис. 73. Способы вычерчивания теоретического шпангоута (а) и контура его лекала (б). 1-линия внешней кромки шпангоута; 2-контур шпангоута по теоретическому чертежу (по наружной обшивке); 3-отметки полуширот на ватерлиниях по таблице плазовых ординат; 4-рейка 5х15х1500; 5-гвоздь; 6-рейки с приклеенными брусочками (t - толщиной наружной обшивки). По длине, например, положение детали вполне определяется номером шпангоута; если этого недостаточно, указывается расстояние до ближайшего шпангоута.
§3. Сборка корпуса на шпангоутах. Существует большое разнообразие современных конструкций деревянных корпусов малых судов и методов их постройки. Выбор конструкций и технологии для судостроителя-любителя определяется главным образом наличием определенных материалов и условий для стапельной сборки корпуса. В любом случае любитель вынужден экономить ту часть материалов и туда, которая на судоверфях затрачивается на изготовление специальной оснастки и которая окупается при использовании этой оснастки лишь при постройки многих судов по одному проекту. Именно поэтому независимо от материала наружной обшивки и ее конструкции наибольшее распространение в любительском судостроении получил метод постройки корпусов на шпангоутных рамках.
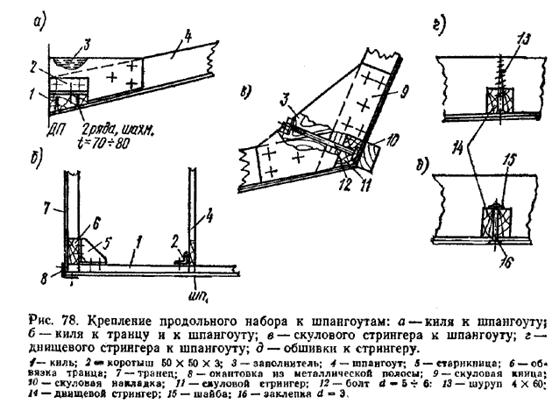
При этом методе собранные на рабочем плазе шпангоуты, транец и переборки устанавливают на стапеле в соответствии с консртуктивным чертежом корпуса, раскрепляют их в вертикальном положении, врезают в них продольный набор (киль, стрингера, привальные брусья), подготавливают набор под обшивку и обшивают досками, рейками или фанерой. В данном случае шпангоуты вместе с продольным набором образуют каркас, задающий форму корпуса, и поэтому они должны обладать достаточной жесткостью, прочностью и, естественно, точно соответствовать обводам теоретического чертежа. При остроскулых обводах шпангоутные рамки могут быть собраны из прямослойных реек и фанерных накладок-книц (рис.74). Рейки располагаются в шпангоуте своими узкими кромками к обшивке, благодаря чему шпангоуты получают большую поперечную жесткость и, кроме того, в них можно врезать рейки продольного набора, не опасаясь за ослабление прочности. На простой плоскодонной гребной лодке типа "Скиф" днищевые 3 и бортовые 2 (топтимберсы) части шпангоута соединяют внахлестку, скрепляя их сквозными гвоздями-заклепками или винтами (рис. 74, а). При необходимости получить шпангоут повышенной прочности соединение усиливают кницами 4 из фанеры или из досок такой же толщины, что и шпангоут (рис.74,б). Кница позволяет применять большее число заклепок и разнести их по большей площади. На быстроходных моторных лодках и катерах с килеватым днищем шпангоутная рамка собирается из большего числа деталей (рис.74,в). Кницы 4 ставят на клею, на скуле и бимсах с обеих сторон. Днищевые ветви 3 шпангоутов (флортимберсы) соединяют накладным флором 5. В соединениях могут быть применены как сквозные заклепки, так и короткие гвозди при условии, что обеспечивается хорошая запрессовка склеиваемых деталей. Шпангоутные рамки для катеров собирают на фанерных накладных флорах 7 с заполнителем 6 между ними (рис. 74,г). Такие же заполнители 8 ставят и между скуловыми кницами. Чтобы шпангоуты не деформировались при стапельной сборке, когда их верхние концы сжимают усилия от привальных брусьев и обшивки, их необходимости снабжать бимсами или временными планками. Чаще всего такие планки крепят на определенной высоте, одинаковой для всех шпангоутов. Верхние кромки этих планок, простроганные и выверенные по горизонту, служат базой для установки шпангоутов на стапель в этом случае их называют шергень- планками. Для деталей шпангоутов применяют мелкослойные сосновые рейки (реже дубовые). Часто днищевые ветви выклеивают из пакета реек и покрывают их фанерой с обеих сторон. Это самая прочная и легкая конструкция, рекомендуемая для быстроходных катеров. Суда, имеющие круглоскулые обводы, могут быть построены с натесными шпангоутами, собираемыми из нескольких частей, или гнутыми (цельными), ламинированными из реек (рис.75).
Части натесного шпангоута выпиливают на ленточной пиле или вытесывают топором из досок; соединяют их встык на накладках или оклеивают полосами водостойкой фанеры целиком весь шпангоут с обеих сторон. При изготовлении фанерованных шпангоутов рекомендуется такая последовательность работ. Сначала по плазу размечают на полосах бакелизированной фанеры отдельные части боковых накладок шпангоута, которые подгоняют друг к другу по длине. Накладки кладут на деревянные заготовки таким образом, чтобы стыки доски и фанеры не совпадали, и скрепляют пакет на клею и сквозных гвоздях-заклепках. После затвердевания клея шпангоуты опиливают по контуру лучковой или ленточной пилой. Обе ветви шпангоута соединяют вместе при помощи флора и шергень-планки. Ламинированные шпангоуты выклеивают по шаблону-цулаге из нескольких реек по толщине в зависимости от радиуса изгиба шпангоута (см. табл.13). Соединение отдельных ветвей осуществляется на одно- и двухсторонних флорах, а также при помощи бимсов и шергень-планок. Поскольку шпангоуты описываемой конструкции обладают большой прочностью и жесткостью, расстояние между ними может быть достаточно большим - от 500 до 800 мм в зависимости от кривизны обводов корпуса. Однако тонкая фанерная или дощатая обшивка нуждается в более частом подкреплении набором - продольным или поперечным. Поэтому возможны три варианта конструкции: 1 - с продольными стрингерами по борту и днищу (при фанерной обшивке); 2-с пазовыми рейками (при обшивке корпуса досками) и 3-с облегченными промежуточными шпангоутами из реек, которые ставятся внутри корпуса после его обшивки досками или фанерой (рис.76).
Пазовые рейки помимо повышения жесткости наружной обшивки обеспечивают надежную связь между соседними поясьями из тонких досок, поэтому этот тип обшивки отличается хорошей водонепроницаемостью при сравнительно небольшом весе. Промежуточных шпангоутов ставят обычно от одного до трех между основными; они выполняют те же функции, что стрингера и пазовые рейки: разбивают фанерную обшивку на узкие панели и обеспечивают связь между отдельными поясьями при обшивке из досок. Достоинством такой конструкции является то, что не требуется делать врезки в основной поперечный набор, как это имеет место при продольных стрингерах и пазовых рейках. При постройке корпусов малых судов на шпангоутах чаще всего применяется метод стапельной сборки в положении корпуса вверх килем. Этот метод подробно описан в разделе 3 применительно к некоторым лодкам Общий порядок работ следующий. Все шпангоуты снабжаются шергень-планками, верхняя отфугованная кромка которых находится на одном и том же уровне от ОП - шергень-линии, положение, которой выбирают так, чтобы удобно было крепить детали набора на станеле и обшивать корпус. Бортовые ветви шпангоутов при этом часто приходится делать длиннее, чем высота борта. По окончании сборки их подпиливают точно по линии борта и освобождают корпус от стапеля. Если судно имеет палубу, удобно шпангоуты ставить на стапель не на шергень-планках, а на стойках (см. рис.76). Однако и в этом случае на шпангоуты следует нанести горизонтальную линию (это может быть одна из ватерлиний) для контроля их положения при установке на стапель. Стапель целесообразно сделать из двух параллельных брусьев, которые создают хорошую базу для надежного крепления шпангоутов в поперечном направлении. Вырезы в брусьях под шергень-планки, показанные на рис. 77, должны быть сделаны так, чтобы все контрольные кромки планок располагались в одной горизонтальной плоскости. При установке шпангоутов на такой стапель регулировка их положения производится путем подклинивания шергень-планок в их гнездах; необходимости в тщательной фуговке и выверке верхних кромок стапельных брусьев нет. Достоинством этой конструкции стапеля является также возможность в случае необходимости переносить корпус легкой лодки в процессе постройки с места на место.
Когда шпангоуты закреплены и проверены, на них размечают положение скуловых и днищевых стрингеров, привальных брусьев и киля. Заготовленные рейки продольного набора ременно пришивают гвоздями на свои места, причерчивают к шпангоутам, на которых затем надпиливают ножовкой и аккуратно выбирают стамеской гнезда. Лучше гнезда делать по ширине слегка меньше рейки так, чтобы она входила в них с Для удобства работы киль, форштевень и кормовую кницу собирают в одну закладку. Киль крепят к каждому шпангоуту на клею и шурупах; конец форштевня прикрепляют к стапелю. Иногда киль и скуловые стрингера крепят к шпангоутам на болтах через металлические угольники (рис.78). Подтянув струбцинами, киль к шпангоутам, прикладывают к месту соединения угольник, через отверстия в нем просверливают шпангоут, ставят и затягивают болты. Затем через отверстия в другой полке угольника просверливают отверстия в киле, разделывают снаружи эти отверстия под головки болтов, забивают болты снаружи и затягивают гайки. Так же поступают и со скуловыми стрингерами.
Когда рейки продольного набора поставлены, рубанком снимают малку - сострагивают выступающие углы по кромкам шпангоутов и стрингеров до плотного прилегания обшивки к набору. Для контроля прикладывают под разными углами к набору широкую полосу фанеры длиной 1,5 м; она должна плотно прилегать к шпангоутам по всей толщине их кромок. Грань шпангоута, совпадающую с теоретической линией, строгать нельзя - это может изменить обводы корпуса и образовать на нем провал. Меньше всего приходится малковать шпангоуты в средней части, больше - в носу и в корме. В оконечностях делают малку также на киле, форштевне, а иногда даже и на кнопе.
Фанерные кницы и флоры при сборке шпангоутов рекомендуется не доводить до их кромок на 4-5 мм, чтобы при снятии малки избежать расщепления фанеры. Все головки шурупов, заклепок и болтов, которые ставятся со стороны набора, прилегающей к обшивке, должны быть достаточно утоплены в древесину, чтобы не мешать снятию малки. Аналогичным способом можно собрать на жестких шпангоутах и корпус с круглоскулыми обводами при его обшивке досками или рейками. Для снятия малки к шпангоутам прикладывают длинную гибкую рейку от форштевня до транца и, подрезая стамеской наружную кромку шпангоута, делают по его периметру ряд гнезд; затем сострагивают излишний материал между гнездами.
§ 4. Сборка корпуса на лекалах Круглоскулые корпуса с обшивкой из реек или досок на гнутых шпангоутах, а также с клинкерной обшивкой на натесных (составленных из частей, вытесываемых из досок) шпангоутах удобнее собирать на поперечных лекалах. Этот способ широко применяют при серийной постройке судов, когда лекала многократно используются и позволяют получать корпуса с идентичными обводами. Корпус может быть построен в положении вверх килем. В этом случае процесс сборки и конструкция стапеля практически не отличаются от рассмотренной выше технологии постройки корпуса на шпангоутах. В ряде случаев, особенно при постройке сравнительно крупных судов, удобнее осуществлять сборку при нормальном положении корпуса - вниз килем. В этом случае стапель может быть изготовлен в виде жесткого продольного бруса 8 (рис. 80) с прямой и строго горизонтальной верхней плоскостью, с которой должна совпадать основная плоскость теоретического чертежа. К брусу крепят две вертикальные стойки 4, соединяемые верхним стапельным брусом 1. На стапеле отбивают по туго натянутой струне 3 линию диаметральной плоскости, а затем размечают положения поперечных лекал, которые обычно совпадают с теоретическими шпангоутами.На стойках наносят положение контрольных ватерлиний. На стапельном брусе закладывают киль 6 с форштевнем 9 и транцем 5, которые надежно крепят к стойкам, проверяя их положение по теоретическому чертежу. Затем на киль ставят лекала 7 и закрепляют их при помощи распорок 2. Закладка образует продольный килевой контур судна. Когда на ней поставлены все лекала, то получается как бы скелетная модель корпуса судна, но без ватерлиний и батоксов. Наружный контур каждого лекала должен быть смещен внутрь относительно обвода теоретического шпангоута на толщину обшивки, а его конструкция - быть достаточно прочной и жесткой, чтобы по нему можно было изгибать рейки или доски обшивки.
Для разметки лекал можно также использовать кальку или шаблоны, вырезанные из картона. Лекало 8 ставят на уже закрепленную, на стапеле 9 закладку 10 точно по отметкам шпангоутов. Напомним, что носовые от миделя лекала ставят так, чтобы их толщина располагалась в нос от теоретических линий шпангоутов, а кормовые лекала - толщиной в корму. Это делается для того, чтобы впоследствии с кромок лекал можно было бы снять скос - малку - для плотного прилегания досок обшивки, не нарушая заданных плазом обводов шпангоутов. Каждое лекало крепится распорками 1 к верхнему стапельному брусу 3. Линия ДП на лекале должна быть совмещена с линией ДП на стапеле или на киле закладки. Вертикальность лекал контролируется при помощи отвеса 4; кроме того, шланговым уровнем 11 проверяется горизонтальность положения прочерченных на лекалах контрольных ватерлиний или шергень-линий. Когда все лекала поставлены и закреплены, по верхней кромке шергень-планок в ДП натягивают стальную струну; естественно, риски ДП на всех лекалах должны лежать точно под этой Нужно еще убедиться в том, что плоскости лекал строго параллельны. Для этого берут длинную рейку (на всю длину судна) и огибают ею лекала одного борта на уровне палубы от форштевня до транца; отмечают карандашом положение передних граней всех лекал. Затем ту же рейку прикладывают на той же высоте с противоположного борта. Если карандашные риски на рейке и передние грани лекал при этом не совпадают, лекала требуется выровнять. Только теперь строитель ощущает настоящие размеры и видит обводы будущего судна; перед ним уже не плоский лист чертежа или плаз, а выставленный набор лекал, задающий пространственную форму корпуса (рис. 83). Можно оценить и качество проделанной работы. Любая погрешность обнаруживается при помощи той же упругой рейки: приложенная вдоль корпуса на любой высоте, она должна касаться сразу всех лекал. Обычно четыре - пять таких реек (их называют рыбинами) временно крепят с обоих бортов к лекалам и к форштевню; по ним снимают малку с лекал, подготовляя, таким образом, каркас для крепления обшивки (рис. 84). По выставленным и проверенным лекалам набирают дощатую или рейчатую обшивку. Доски крепят к лекалам временно на гвоздях через "мухи" - кусочки фанеры или тонкой дощечки. По окончании сборки корпуса мухи раскалывают, благодаря чему освобождаются шляпки гвоздей, которые легко можно захватить клещами и вытащить из лекала. К килю, форштевню и транцу доски обшивки крепят окончательно - на шурупах и клею (или густотертой краска). В полученную скорлупу корпуса через каждые 150 - 360 мм - в зависимости от размерений судна - вставляют гибкие рейки шпангоутов, которые плотно прижимают к обшивке и проклепывают с ней сквозными гвоздями-заклепками. Обычно для шпангоутов используют прочную и упругую древесину дуба, ясеня или ели. В отличие от составных шпангоутов, здесь рейка шпангоута прилегает к обшивке своей широкой стороной. Если шпангоут не удается изогнуть точно по обводу корпуса, его заготовку предварительно распаривают в специальном приспособлении (см. рис.269).
Когда все шпангоуты поставлены на место и проклепаны с обшивкой, лекала вынимают из корпуса и заменяют их распорками между бортами. Окончательную жесткость верхним кромкам бортов придают внутренние привальные брусья, которые ставят на верхние концы шпангоутов и надежно скрепляют с ними. Если судно имеет палубу, те же привальные брусья служат опорами для бимсов палубного настила; у открытого судна борт заканчивается планширем. Установкой переборок и фундамента под двигатель заканчивается постройка собственно корпуса. Корпус на гнутых шпангоутах получается прочным и легким, но для изготовления шпангоутов требуется качественная прямослойная древесина без сучков, достать которую в наши дни достаточно сложно.
§ 5. Другие способы постройки малых судов Корпуса с диагональной обшивкой на продольном наборе. Этот метод, используемый в основном для постройки круглоскулых корпусов гребных шлюпок, яхт и многокорпусных судов, сейчас считается наиболее перспективным, так как позволяет создавать весьма легкие корпуса с практически монолитной обшивкой, напоминающей стеклопластиковую. Обшивка выклеивается в три слоя из полос тонкой водостойкой фанеры, укладываемых под углом к плоскости шпангоутов (рис.85).
Довольно часто расположенные продольные стрингера укрепляют на лекалах с помощью брусков и угольников-коротышей так, чтобы после выклейки обшивки лекала можно было легко вынуть из корпуса. К форштевню и транцу рейки набора крепят "намертво" - на врезке, клею и шурупах. Одновременно со стрингерами устанавливают и ватервейсы - крайние к борту палубные стрингера, обычно выклеиваемые из нескольких реек вследствие значительной их кривизны. Прилегающие к обшивке кромки обшивки набора малкуют, как обычно. Фанера для обшивки распускается на полосы шириной 120 - 150 мм; толщина заготовок зависит от размерений судов и для корпусов длиной до 8 м составляет примерно от 3 до 6 мм. Боковые кромки полос должны быть обработаны достаточно чисто для того, чтобы их можно было склеить между собой. Смазав участок кромок продольного набора, на него укладывают первый слой полос, располагая их под углом к килю. Запрессовка полос к набору осуществляется металлическими проволочными скобами из нержавеющей стали, которые глубоко забивают при помощи пневматического пистолета и оставляют в полосах (могут использоваться и обычные мелкие гвозди).
Затем, смазав клеем наружную поверхность первого слоя, укладывают второй слой полос в том же направлении, но смещая их относительно пазов первого на половину ширины полосы и запрессовывая таким же образом - скрепками, забиваемыми теперь уже через оба слоя в стрингера. Для лучшей запрессовки поверх этого слоя и по диагонали к полосам накладывают дополнительные полосы, которые после полимеризации клея удаляют. Перед тем, как наклеивать второй и третий слои, поверхность обшивки по пазам слегка зачищают рубанком. При постановке третьего слоя спинки скрепок утапливают в древесину полос примерно на 1 мм для возможности последующей чистовой обработки поверхности обшивки. Чаще всего наружный слой полос ориентируют вдоль корпуса судна, чтобы диагональные пазы не обнаруживались под слоем краски и шпаклевки. Вместо полос фанеры применяют и тонкие планки сплошной древесины, чаще всего из импортных лиственных пород. Иногда между слоями обшивки, склеенными из фанерных полос, укладывают тонкий слой продольных реек. Дополнительной защитой обшивки может служить и наружный слой стеклопластика. Этот метод весьма дорогостоящий и трудоемкий, однако, он оправдывает себя при постройке узких корпусов катамаранов и тримаранов с округлыми обводами.
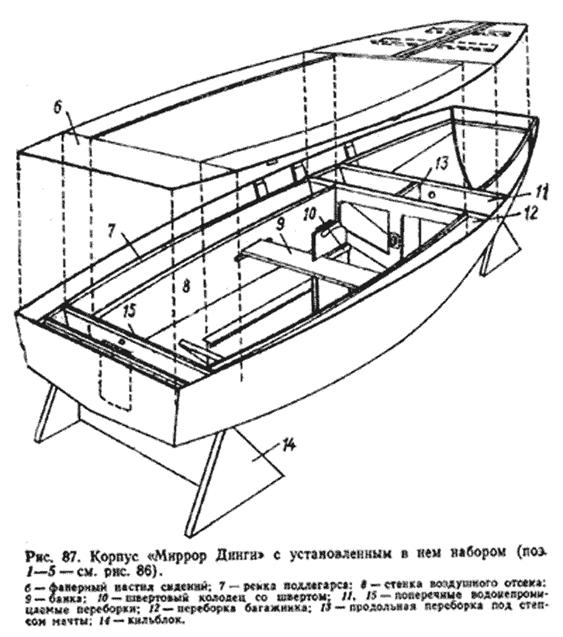
Бесстапельная сборка фанерных корпусов. Применяется для постройки легких парусных швертботов, яхт, гребных и, реже, моторных лодок. Постройка начинается с раскроя и стыковки листов фанерной обшивки (рис. 86). Как правило, этот метод применим для судов, строящихся по типовым проектам, контуры листов наружной обшивки и технология сборки которых заранее тщательно отрабатываются на макетах и опытном образце лодки, прежде чем проект предлагается любителю. Листы обшивки размечают и обрезают по кромкам сразу в чистый размер. Затем соединяют пару днищевых листов при помощи проволочных скрепок, как это было описано на стр.107. К их кормовым кромкам таким же методом пришивают транец; в носу обводы корпуса оформляет Теперь можно обтянуть скрепки и оклеить все соединения кромок изнутри лентами стеклоткани на эпоксидном клее. После полимеризации клея в корпус вставляют поперечные переборки, продольные стенки рундуков или сидений, которые также приформовывают к наружной обшивке при помощи "мокрых угольников" из лент стеклоткани. При этом приформовку делают преимущественно с обеих сторон деталей с тем, чтобы получить достаточно надежное соединение. Для крепления палубы или настила сидений к бортам на клею и шурупах закрепляют рейки внутренних привальных брусьев и подлегарсов (рис. 87). Когда весь набор приформован, корпус приобретает окончательную жесткость; его снимают с кильблоков, переворачивают вверх килем, откусывают выступающие концы проволочных скрепок и оклеивают пазы снаружи несколькими слоями стеклоленты. Окончательно весь корпус или его днище до скулы можно оклеить одним - двумя слоями стеклоткани. Этот способ прост, экономичен, не требует изготовления стапеля и лекал, позволяет получить прочную и легкую конструкцию. Известны случаи, когда 7,5-метровые корпуса яхт, строились таким методом, причем для сшивания листов использовалась рыболовная леска.
Обшивка рейками.Круглоскулые суда очень удобно обшивать вгладь узкими рейками с соотношением толщины к ширине 1: 2. Для реек годятся сосновые или еловые доски, предпочтительнее обрезные, более удобные для распиловки на циркульной пиле. Доски выбираются на 2-3 мм толще обшивки, чтобы иметь припуск на обработку после сборки. Лодку со сложными обводами длиной 3,5 м я шириной до 1,3 м можно обшивать сосновой рейкой сечением 10 X 16 мм; круглоскулый катер длиной 6 м и шириной 1,8 м может быть обшит рейками сечением 16Х25 мм; остроскулый глиссирующий катер длиной 8 м и шириной 2,5 м с двигателем мощностью до 150 л. с. можно обшивать рейками сечением 20 X 30 мм. Сечение реек зависит также от расстояния между шпангоутами и от сложности обводов корпуса; шире 32 мм рейки не применяют, так как для их крепления друг к другу- нагелевки - потребуются слишком длинные гвозди, а забивать их без риска повредить ранее поставленную рейку довольно сложно (рис. 88).
Один из способов - это установка первой рейки примерно посередине обвода на каждом шпангоуте. Для этого измеряют длину обводов шпангоутов от кромки палубы до киля и делают отметку на их серединах (несколько шпангоутов вблизи форштевня и транца в расчет не принимают). Затем берут одну из заготовленных реек обшивки и прикладывают ее по меткам к шпангоутам; в носу и корме рейка ляжет естественным образом, как продолжение средней линии обводов шпангоутов. После этого оценивают плавность изгиба этой репки и последующих, которые будут укладываться выше и ниже ее; при необходимости корректируют ее положение. Следует учесть возможность установки шпунтового пояса обшивки у киля, изготовленного из широкой доски. Выкроив этот пояс сильно сужающимся к оконечностям корпуса, можно уменьшить сгон ширины реек и число "потеряйных" поясьев, которые должны будут оканчиваться, не достигнув форштевня или транца. В этом случае начинать обшивать корпус можно от киля к скуле, укладывая рейки по несколько штук попеременно с правого и левого бортов, чтобы избежать перекоса набора. Выбрав окончательно положение первой рейки на наборе, ее устанавливают на место, предварительно смазав места контакта шпангоутов с нею клеем. Закрепив рейку в нескольких местах к шпангоутам при помощи струбцин, в ней просверливают - против каждого шпангоута - отверстия для крепежных шурупов или заклепок. Длина шурупов берется обычно около двух толщин рейки; отверстия под них приходится сверлить двумя сверлами да еще делать зенковку под потайную головку (см. рис. 53). Если нет специального ступенчатого сверла, то желательно вести работу двумя электродрелями со сверлами под нарезную и гладкую часть шурупа. Заворачивать шурупы лучше при помощи коловорота. Сверла желательно снабдить простыми ограничителями глубины сверления в виде насаженных на них пробок.
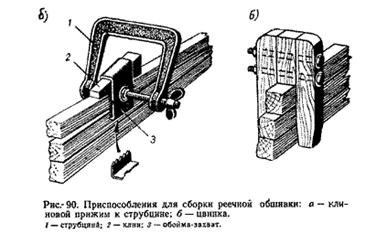
Существуют два способа обшивки рейками, при которых нe требуется снимать малку. По одному из них, так называемому "шведскому", кромки реек фрезеруют по радиусу (рис.88), так что при установке на корпус выпуклость очередной рейки плотно входит в вогнутость предыдущей. Второй способ применяется зарубежными судостроителями-любителями, имеющими возможность приобрести микросферы - полые сферические гранулы (керамического состава) диаметром менее миллиметра. Поставив две рейки, образовавшийся паз - разладку - между ними шпаклюют клеем с добавлением микросфер, которые являются легким наполнителем, обеспечивающим малую массу шпаклевки. В некоторых случаях микросферы можно заменить древесной мукой или опилками, но такая замена не равноценна (как в смысле повышенного расхода смолы, так и по прочности соединения). Рейки крепят одну к другой клеем и тонкими гвоздями (или нагель-гвоздями) длиной не менее 1,5 ширины рейки. Каждую последующую рейку укладывают на смазанную клеем кромку предыдущей рейки и прибивают к ней (по боковой кромке) двумя - тремя гвоздями на шпации. Гвозди набивают в рейку так, чтобы она не раскололась, а концы гвоздей не вышли бы сквозь обшивку наружу. С помощью пробойника с притупленным концом гвозди надо осадить - утопить их шляпки на глубину 2-3 мм; это дает возможность снимать малку при установке следующей рейки. Высокое качество обшивки можно получить, склеивая рейки между собой водостойким клеем (ВИАМ Б-3, КБ-3) или эпоксидным компаундом. Годится и клей на основе полиэфирных смол ПН-3 и ПН-1. Если не удалось достать водостойкого клея, можно промазывать кромки реек густотертыми белилами или жидкой шпаклевкой на сурике. Во всех случаях надо использовать только оцинкованный крепеж (о крепеже из цветного металла говорить не приходятся!). Когда длина реек меньше длины корпуса, их стыкуют обычно "на ус" (заранее при заготовке, или с длинной заусовкой, равной 6-10 толщинам рейки,- непосредственно на корпусе). Стыки разгоняют, располагая их по очереди в носу и в корме через одну или несколько целых реек (рис.88,а). При изготовлении реечной обшивки очень удобны специальные струбцины с двумя винтами или простейшие приспособления с клиньями, позволяющие прижимать каждую новую рейку к уже поставленной (рис. 90, 91). Установив партию реек, следует на короткое время прервать работу, чтобы убрать с поверхности обшивки подтеки клея, которые выступили из пазов. Затвердевший клей будет удалить очень трудно; кроме того, об него быстро тупится режущий инструмент. После высыхания клея реечную обшивку прострагивают снаружи, располагая рубанок под углом к направлению реек. Головки шурупов и заклепок, которыми рейки крепятся к шпангоутам, надо утапливать, а отверстия заделывать деревянными пробками на клею либо шпаклевать клеем, смешанным с древесной мукой. Закончив обшивку подводной части корпуса от средней рейки до киля, приступают к обшивке бортов в направлении к ширстреку. Возможен и другой порядок обшивки, в зависимости от сложности обводов и способа постройки - вверх или вниз килем. При крутом изгибе скулы целесообразно, например, начинать обшивку от палубы до скулы, затем уложить рейки на днище от киля к скуле, закрепляя на последней скуловой рейке верхней части обшивки концы днищевых реек.
Для герметизации пазов и связи поясьев между собой изнутри корпуса ставят пазовые рейки. Существует три разновидности этой конструкции. Во-первых, пазовые рейки можно устанавливать на шпангоуты, не врезая. Вычерчивать конструктивные шпангоуты для корпуса с такой обшивкой приходится с отступлением от теоретических линий на суммарную толщину обшивки и пазовой планки. Этот способ сравнительно прост, но имеет один существенный недостаток: доски обшивки при намокании могут покоробиться, так как они жестко не связаны со шпангоутами. При втором способе пазовые планки врезают в шпангоуты, к которым теперь уже доски обшивки будут прилегать. Обшивать корпус начинают с бортов. Выстроганную с трех сторон первую (верхнюю) доску прикладывают и прижимают к шпангоутам струбцинами так, чтобы она нестроганной кромкой перекрывала концы всех шпангоутов. Со шпангоутов на доску переносят карандашом риски линии борта. Затем доску снимают, соединяют риски при помощи рейки плавной линией и по ней обрезают доску. Вновь прикладывая ее к шпангоутам, отмечают на них ее нижнюю кромку. Затем доску снова снимают, а на шпангоутах по обе стороны от пометок откладывают по половине ширины пазовой планки и делают для нее пазы. Заготовленную заранее планку закладывают в пазы и закрепляют шурупами. Доску обшивки плотно подгоняют к шпунту форштевня. До того как ее окончательно поставить на место, по ней очерчивают симметричную доску противоположного борта. Доски обшивки крепят к пазовым рейкам заклепками или гвоздями взагиб. Диаметр крепежа 1,5-3 мм. Концы реек крепят к форштевню и к обвязке транца, в которых для них должны быть выдолблены гнезда, шурупами длиной на менее трех толщин обшивки. При третьем способе планки ставят от шпангоута к шпангоуту после установки досок. Это наиболее простой способ, однако продольная прочность днища получается меньше, а на шпангоуте может возникнуть трудно устранимая течь. Пазовые планки при установке рекомендуется промазывать густой масляной краской. Необязательно все поясья дощатой обшивки доводить до форштевня, так как в носу они будут очень узкими, а пазовые рейки придется ставить слишком часто. Часть поясьев можно делать "потеряйными", заканчивая их на скуловом брусе.
Требуется очень тщательная подгонка досок по пазам (одна к другой) и к набору. Это тем более сложно, что для обшивки приходится применять доски с криволинейными кромками. Кроме того, при толщине досок менее 18 мм будет весьма сложно уплотнить пазы, так как конопатка в них держится плохо. Ширина поясьев уменьшается по направлению к форштевню и транцу. Предварительную разметку ширины каждого пояса можно сделать по плазу или по лекалам, уже установленным на стапеле. Сначала по обводу мидель-шпангоута размещают поясья той ширины, которые имеются в наличии у строителя, затем делят на такое же число частей обвод транца и высоту форштевня. Полученные точки соединяют прямыми линиями с соответствующими точками на транце и форштевне. Пересечения этих линий со всеми промежуточными шпангоутами называют ширину каждого пояса на данном шпангоуте (рис. 93). Эти размеры при помощи гибкой рейки переносят на лекала каркаса, подготовленного к установке обшивки. Поясья могут быть предварительно обстроганы по размерам, полученным разметкой на плазе и лекалах. Обшивать корпус досками начинают с ближайшего к килю - шпунтового пояса, который делается несколько шире и толще остальных. Доску накладывают на лекала и причерчивают при помощи циркуля ее нижнюю кромку к шпунту в киле (см. рис.270); на верхнюю часть доски переносят положение верхней кромки пояса соответственно его размеченной на лекалах ширине. Обработав доску по обеим кромкам, ставят ее на место и крепят к килю намертво, а к лекалам - временно, через "мухи". Затем приступают к подгонке следующего пояса, который накладывают на шпунтовый и причерчивают к его верхней кромке. Так, пояс за поясом, ставится вся обшивка. Чтобы корпус не перекосился, работу ведут попеременно с обоих бортов. При большой местной кривизне обводов (например, на яхтах - у скулы или в районе перехода к килю) поясья приходится подгонять по очертаниям шпангоутов - выбирать желоб (рис.94). Такие поясья делают из более толстых и узких досок. Если доски короткие, их необходимо соединить склеиванием заранее "на ус" либо состыковать на накладке. Стык выполняется непосредственно на стапеле (рис.95). Для того чтобы получить качественное соединение, конец наращиваемой доски накладывают на набор на свое штатное место, временно крепят струбцинами и опиливают обе доски за один проход. Затем пояс ставят на место окончательно; изнутри на стык ставят стыковую планку из доски несколько большей толщины, чем обшивка, длиной около 300 мм для возможности размещения двух - трех рядов заклепок, которыми пояс проклепывается с планкой. На корпусах с часто расположенными гнутыми шпангоутами накладка делается размером в шпацию. Если применяется клей и стык приходится на переборку, то его можно совместить с обвязкой переборки при условии, что ширина дерева под стыком будет не менее 4 толщин пояса.
Обшивка внакрой или кромка на кромку.
Обшивку крепят к шпангоутам на шурупах или на заклепках. Доски обшивки склепывают между собой по накрою медными или алюминиевыми заклепками диаметром 2-3 мм с использованием шайб с наружным диаметром 8- 10 мм; шаг заклепок допускается до 100 мм. Способ заделки концов досок на форштевне и транце показан на рис.96, в, г. Иногда для герметизации между досками в перекрое прокладывают тонкий картон или ленту стеклосетки, пропитанную эпоксидным клеем.
Двойная диагональная или продольно-диагональная обшивка.
Этот вариант позволяет применить короткомерный материал (рис.97). Доски обшивки, обычно толщиной 6-10 мм и шириной 80-120 мм, обрезают по кромкам в чистый размер, кладут сначала под 45° к ДП и прикрепляют к килю, Затем на всю поверхность наносят масляную краску и покрывают ее тонкой парусиной или миткалем. Пропитывая с помощью торцовой кисти парусину краской закрывают ее верхним слоем диагональной обшивки, располагая доски под углом 900 к первому слою или вдоль судна. Доски прикрепляют к килю, форштевню, шпангоутам и к скуловому брусу шурупами. Переносят на верхний слой положение пазов нижнего слоя и сверлят отверстия для заклепок, скрепляющих оба слоя обшивки. Обычно ставят по пять заклепок в каждое пересечение поясьев. Головки заклепок (гвоздей) утапливают в древесину; концы расклепывают изнутри корпуса на шайбах. Если оба слоя склеивать между собой, можно обойтись и меньшим числом заклепок.
Это - основной способ, применяемый любителями для обшивки остроскулых судов по заранее выставленному на стапеле набору. Обшивают сначала борта, предварительно сняв с набора шаблоны из толстого картона или из некачественной фанеры. Вырезанный по шаблону лист обшивки сначала закрепляют на мидель-шпангоуте, затем подтягивают к набору струбцинами и крепят шурупами в нос и в корму к скуловому стрингеру и привальному брусу. Перед этим детали набора предварительно смазывают водостойким клеем. Когда клей высохнет, с выступающих кромок фанеры снимают малку и приступают к обшивке днища. Листы днища вырезают с припуском по скуловому брусу с тем, чтобы потом снять его рубанком. Если длина листов фанеры недостаточна, чтобы закрыть корпус по всей длине, ее куски соединяют способом "на ус" (см. стр.100) или же на внутренней стыковой планке шириной 100-120 мм (при толщине фанеры до 8 мм). Желательно, чтобы усовое соединение пришлось на переборку или шпангоут с тем, чтобы разгрузить клеевой шов от усилии, отрывающих при изгибе обшивки наружный лист. Перед подгонкой фанерной обшивки на киле снимают малку с учетом установки фальшкиля. Кромки обшивки могут стыковаться на киле (рис.98,а) или доходить только до фальшкиля (рис.98,6), который в этом случае прикрепляется к килю заранее. Листы днищевой и бортовой обшивки стыкуются на скуловом стрингере. В зависимости от развала бортов и квалификации строителя можно выбрать тот или иной способ этого соединения. Наиболее трудоемкий, но наиболее прочный и надежный способ - с обработкой скулового стрингера под шпунт с обеих сторон. Хорошую защиту торцов фанеры обеспечивает и узенькая рейка, которая ставится в паз, вырезанный в стрингере, или накладывается сверху на кромки обшивки (см. рис.104). В некоторых случаях (при изогнуто-килеватых обводах корпуса; при вогнутых бортах в носу с большим развалом) обшить корпус целиком фанерой не удается. Можно сделать комбинированную обшивку: на кормовой половине корпуса - из фанеры, в носу - из досок или реек. Стыковать лучше на шпангоуте, вырезав в дощатой обшивке шпунт под фанеру. Ширина шпунта - 10-12 толщин фанеры (рис.99). Другой вариант, примененный в проекте мотолодки "Лещ" (см. стр. 310)-это обшивка таких мест диагональным способом узкими полосами из фанеры.
Если используется декоративная фанера, ее надо укладывать окрашенным слоем внутрь судна, так как под воздействием воды и солнца он быстро теряет водостойкие свойства, а лак, смола и другие защитные покрытия на него не ложатся.
§ 7. Конструктивные детали деревянного корпуса
Для изготовления киля предпочтительно использовать древесину твердых пород: дуб, ясень, лиственницу. Он может быть сделан из толстого прямослойного бруса, в котором делается шпунт - выборка для крепления прикилевого (шпунтового) пояса наружной обшивки. Ширина шпунта принимается равной 2-2,5 толщинам днищевой обшивки. Не исключено изготовление киля из сосны; в этом случае его целесообразно склеить из нескольких досок по толщине. Ширину нижних досок желательно взять уже верхних - с расчетом на выборку шпунта. При облегченной конструкции лодки на верхнюю пласть киля можно наклеить полосу из водостойкой фанеры. Такой киль получается прочным и не получает трещин при самых тяжелых ударах корпуса о волну. Часто килевую балку делают состоящей из двух частей - широкой внутренней (резенкиль) и узкой, выступающей над обшивкой днища (фальшкиль или собственно киль). Такие составные кили (рис.100) проще в изготовлении; для них проще подобрать качественный пиломатериал, чем брус для киля со шпунтом. Толщина резенкиля должна быть в 1,5-2 раза больше толщины обшивки днища, если она выполнена из досок.
Форштевень. На простых лодках-прямоштевниках (например, на скифе) он может быть сделав из бруса трапециевидного сечения. После крепления обшивки ее, выступающие вперед концы отпиливают, а торцы закрывают накладкой-водорезом (рис.101.,б). Развитием такой конструкции является форштевень с округлой, расширяющейся к палубе накладкой. В этих конструкциях форштевень соединяется с килем посредством кнопа (рис.102,а и б). При значительной кривизне обвода форштевня он может быть сделан составным из двух частей (см., например, рис. 325), ламинированной конструкции или вырезан из листа толстой водонепроницаемой фанеры. Для изготовления составных форштевней предпочтительны дубовые доски и брусья, так как они лучше держат шурупы и не растрескиваются при их заворачивании. Размеры соединяемых деталей подбирают так, чтобы не было большого перетеса (перерезания) волокон под углом, а замки соединений имели достаточную длину - для трех-четырех болтов. Все замки и детали предварительно размечают на плазе на проекции "бок", а затем переносят на заготовки. От точности подгонки сопрягаемых частей зависит не только прочность форштевня, но и его водонепроницаемость. Если детали не склеивают, то в замках прокладывают тонкий материал (миткаль), пропитанный суриком или густотертыми белилами, а также ставят специальные клиновые пробки-стопватеры, или коксы (когда части уже собраны на болтах). Пробки-стопватеры не дают пробиваться воде по стыку и, кроме того, создают хороший натяг всему соединению (см. рис.102,а). Замки в составном форштевне делают так, чтобы торец киля был закрыт форштевнем или зубом кнопа. Соединение желательно выполнять на клею. Болты располагают с внешней стороны в диаметральной Ламинированный форштевень склеивается из реек толщиной 4-8 мм, насколько позволяет минимальный радиус изгиба (см.табл.13). Ширину реек нужно брать с запасом 4-5 мм на последующую обработку - при запрессовке пакета трудно добиться, чтобы одна - две рейки по ширине не выступали из пакета. В Рис. 102. Форштевни: а-с деревянным кнопом; б-с металлическим кнопом; в-гнутоклееный. 1-киль; 2-деревянная кница; 3-форштевень; 4-пробка-стопватер; 5-металлическая кница. С килем гнутоклееный форштевень соединяется также на клею посредством усового соединения. Длина заусовки выбирается равной примерно четырем-пяти толщинам киля, а стык рекомендуется делать под флором шпангоута. Скос в усовом соединении располагается по ходу судна в корму срезом вниз. На небольших лодках форштевень и киль можно выклеить заодно. Способ разметки шпунта в форштевне на плазе рассмотрен выше (см.рис.68). При разметке поперечных сечений форштевня должны соблюдаться следующие основные условия: а) для надежного закрепления обшивки ширина шпунта (см. рис.101,а) должна быть не менее трех толщин обшивки, если она сделана из досок, и не менее пяти толщин - при фанерной обшивке; б) толщина перемычки (должна быть более 2,5 толщин дощатой или шести толщин фанерной обшивки. Шпунт в форштевне обычно заранее в чистый размер не выбирается. Угол между гранями форштевня, к которым крепится обшивка, делается более тупым, с таким расчетом, чтобы его можно было точно подогнать при стапельной сборке корпуса.
Скуловые брусья (стрингера). На остроскулых катерах их можно заготовить из реек, предусматривая расположение в корпусе по одному из показанных на рис.104 способов. Конструкция "а" проще в заготовке и подгонке к набору, но при значительном изгибе скулы в двух направлениях брус оказывается трудно подтянуть к шпангоутам. В этих случаях стрингер лучше выклеить из двух реек (на стапеле по выставленным шпангоутам) либо сделать в его носовой части, где изгиб особенно велик, продольный пропил, который после изгиба на стапеле и крепления к шпангоутам необходимо смазать клеем и запрессовать при помощи струбцин. В конструкции "б" рейку стрингера легче изогнуть в вертикальной плоскости, для крепления обшивки днища и борта имеются грани одинаковой ширины, но врезать стрингер в шпангоуты труднее. Стрингера со шпунтом (рис.104,в) в любительском судостроении применяют редко из-за трудоемкости выборки шпунта. Защитить кромки фанеры можно путем вклейки дубовой рейки или наружной накладки- Привальный брус. При очертаниях палубы в носу, близких к окружности или к овалу, внутренний привальный брус приходится выклеивать из нескольких тонких реек или вырезать из толстой фанеры (рис.105). С прямолинейной частью бруса фанера крепится на клею, к форштевню - на металлических угольниках или брусочках. Привальные брусья из реек крепят к форштевню посредством деревянных или металлических брештуков с использованием болтов, заклепок или шурупов (рис.106). При фанерной обшивке привальные брусья, бортовые и скуловые стрингера врезаются в шпангоуты, обеспечивают жесткость верхней кромки борта и крепление к нему настила палубы. При обшивке из досок и гнутых шпангоутах привальные брусья (так же как бортовые и днищевые стрингера) укладывают поверх шпангоутов и ниже верхней кромки бимсов с тем, чтобы бимсы опирались на них без врезки. В этом случае концы привальных брусьев соединяют с транцем при помощи книц (см. рис.108).
Днищевые и бортовые стрингера. Служат для уменьшения размеров неподкрепленных панелей тонкой фанерной обшивки, а на судах с гнутыми шпангоутами являются для них промежуточными опорами. Во всех случаях стрингера изготавливают из древесины сосны или ели, иногда - ламинированной конструкции, и крепят их к шпангоутам на шурупах или сквозных заклепках. В носу стрингера врезаются в форштевень, в корме-в обвязку транца; брештуки и кницы на них обычно не ставят. Иногда могут возникнуть затруднения с изгибом стрингеров в носовой части. В этом случае места реек, подвергающиеся наибольшему изгибу, следует распарить. Иногда можно ограничиться поливом рейки, обмотанной тряпкой, кипятком из чайника в течение 10-15 мин. Для более основательного распаривания концы реек на нужную длину помещают в стальную трубу с пробкой на одном конце, наливают в нее немного воды и, уплотнив тряпками зазор у второго торца трубы между рейками и металлом, греют ее на костре или паяльной лампой.
Фундамент под двигатель. Фундаменты должны быть достаточно жесткими, чтобы при эксплуатации катера не происходило нарушения центровки линии вала; они должны передавать и распределять на набор корпуса массу двигателя, упор гребного винта и неуравновешенные силы, которые тем больше, чем тихоходнее двигатель. Чаще всего фундаментные брусья крепят к длинным днищевым стрингерам, связанным с большим числом шпангоутов и распределяющим упомянутые нагрузки на половину или даже большую часть длины судна (рис.107,а). Брусья, на которые устанавливается двигатель, желательно делать из дуба толщиной 30мм при мощности двигателя 10-15 л. с. и больше 50мм при более высоких мощностях. Их надежно скрепляют с днищевыми стрингерами сквозными болтами. Лапы двигателя ставят на металлические угольники либо сварные башмаки с опорными плитами, которые крепятся к фундаментным брусьям. Днищевые стрингера необходимо хорошо закрепить к поперечным переборкам или усиленным флорам для того, чтобы снять вибрацию и нагрузку с днища катера и исключить появление водотечности по пазам днищевой обшивки при работе двигателя. В этих соединениях используют металлические угольники-коротыши и сквозные болты или же деревянные стойки достаточно большого сечения. Важно, чтобы конструкция фундамента не затрудняла обслуживание двигателя, в частности, такие операции, как чистка масляного фильтра, спуск масла из картера или редуктора.
На лодках с фанерной обшивкой транец изготовляется из фанеры в полтора - два раза большей толщины, чем обшивка. Верхняя кромка усиливается широкой толстой доской, скрепленной с бортами или, по крайней мере, с продольными стенками подмоторной ниши. При отсутствии толстой фанеры транец можно выполнить из двух более тонких листов с набором, расположенным между ними. Размечая транец, необходимо учесть, что он устанавливается наклонно, поэтому все размеры по высоте нужно снимать с проекции "бок" теоретического чертежа (см. рис.69). Вырезы для киля, привальных брусьев и стрингеров делают только в рейках обвязки транца, обшивка же его должна закрывать торцы всех деталей продольного набора. Обвязка транца делается из таких же реек, что и основные шпангоуты. С килем и другим набором транец надежно соединяется деревянными, фанерными или металлическими кницами (рис.108,109).
Простейшие способы запрессовки досок при их склеивании по кромкам показаны на рис.110. Их можно использовать и в других случаях, когда требуется получить щит, например, для изготовления обтекаемых швертов и рулей. В крайнем случае, можно соединить доски транца на пазовых рейках, иначе довольно трудно обеспечить его, водонепроницаемость в условиях переменной влажности.
Легкие по конструкции переборки делают с полотнищем из фанеры. Поскольку они расположены внутри корпуса и не подвержены непосредственному воздействию воды, можно применить обычную строительную фанеру, но при условии хорошей защиты ее (особенно кромок) олифой, лаками или краской. Помимо обвязки по контуру, полотнище переборки подкрепляют вертикальными стойками или горизонтальными ребрами. В ряде случаев целесообразно конструкцию переборки сделать из двух слоев тонкой фанеры с набором из реек, заключенным между ними. Такие переборки не имеют снаружи набора и применяются для отделения кокпита от каюты или обитаемых внутренних помещений. Если пустоты двухслойной переборки заполнить пенопластом, то это не только будет резервом плавучести, но и улучшит звуковую изоляцию.
В табл.17 приведены ориентировочные сечения деталей набора и толщина наружной обшивки для моторных лодок и катеров длиной от 3 до 10 м. Таблица 17.Размеры сечения элементов набора моторных судов с деревянными корпусами
Если корпус строился в положении вверх килем, то после кантовки его необходимо установить на кильблоках на ровном киле, выверив по шланговому уровню горизонтальность основной плоскости судна. Лучше всего это сделать, закрепив поблизости от корпуса вертикальную рейку, нанеся на ней положение какой-либо ватерлинии (или шергень-линии), относительно которой можно проверить высоту определенных точек на правом и левом борту, в носу и корме. Для удобства выполнения работ следует протянуть с носа в корму на уровне палубы струну, обозначающую ДП, а заодно проверить и симметричность корпуса относительно нее по верхним кромкам борта. Иногда погрешности можно исправить и на этой стадии постройки, особенно у корпусов с гнутыми шпангоутами. Часть палубного набора в виде бимсов и переборок обычно включается в состав шпангоутных рам. Остается установить промежуточные бимсы и полубимсы. Их выпиливают на ленточной пиле из досок соответствующей толщины или - при значительной кривизне обвода палубы - склеивают из пакета реек. Полезно сделать шаблон погиби бимса для самого широкого места палубы и по нему размечать контуры остальных бимсов. Одновременно на привальных брусьях помечают положение концов бимсов и полубимсов в соответствии с конструктивным чертежом. Если концы бимсов врезаются в привальные брусья, необходимо точно определить длину каждого бимса. Лучше всего сделать их сначала с небольшим припуском. Затем, вбив ограничительные гвоздики в местах крепления концов бимсов в верхнюю кромку привального бруса, вплотную к ним укладывают бимс выпуклостью вниз и делают отметки на его верхней кромке точно по внутренней стороне наружной обшивки.Затем переворачивают бимс в его нормальное изложение и, совместив риску ДП со струной, очерчивают бимс по внутренней стороне привального бруса. Далее соединяют обе отметки прямой линией, врезают концы бимсов в привальные брусья (рис. 111) и крепят при помощи клея и шурупов.
На каютном катере или на яхте до установки палубы рекомендуется смонтировать наиболее громоздкое оборудование: койки, шкафы и пр., так как позже эту работу выполнять будет неудобно. Чаще всего палубу настилают фанерой. Она получается легче дощатой, лучше обеспечивает водонепроницаемость, да и сделать ее проще. Листы настила склеивают заранее усовым соединением или соединяют на стыковых планках, вырезанных из такой же фанеры. Места склейки рекомендуется располагать ближе к бимсам и карленгсам или прямо на них. Как правило, фанерный палубный настил перекрывает кромки бортовой обшивки, а его собственные кромки защищаются снаружи буртиками. К привальному брусу и карленгсам фанеру нужно крепить шурупами на водостойком клею, в крайнем случае, прокладывая в соединении полоску бязи на густотертых белилах. На более крупных судах на фанерный настил наклеивают тонкие (6-8мм) планки из сосны или тика с небольшими зазорами между ними. Затем эти зазоры заполняют рамной шпаклевкой, шлифуют и покрывают лаком. Получается имитация под классический дощатый настил, но не боящаяся воздействия солнца и абсолютно водонепроницаемая. Фанера может быть покрыта сверху также парусиной или стеклопластиком.
Пазы между досками конопатят ватой или пенькой и заделывают снаружи пеком с мелом или эпоксидной шпаклевкой. Однако обеспечить надежную водонепроницаемость дощатого настила таким способом не всегда удается, и после двух-трех навигаций нередко палубу покрывают парусиной или стеклопластиком. Лучше сделать это при постройке судна, сразу же после монтажа кокпита и рубки. Для покрытия парусиной доски настила прострагивают, пропитывают олифой и выравнивают шпаклевкой. Тонкую парусину выкраивают по палубе, сшивая отдельные куски вместе. По бортам, у комингсов рубок и люков парусину выпускают на 20-25мм для подгиба под буртики и штапики. На основе сурика или свинцовых белил и мела приготовляют жидкую шпаклевку (консистенции густотертой краски) и наносят ее тонким равномерным слоем на настил. Затем накладывают парусину, начиная с носовой части палубы, прижимают ее по диаметральной плоскости грузами и оттягивают к бортам, закрепляя мелкими латунными или оцинкованными гвоздями.
При выполнении этой работы нужно предусмотреть возможность замены парусины в дальнейшем без снятия рубок, люков и т. п. Штапики и буртики рекомендуется ставить на гвоздях с расплющенной головкой, ориентируя ее таким образом, чтобы она вошла в древесину вдоль слоев. На ватервейсе край парусины иногда закрепляют с помощью фальшборта (рис.114), сам ватервейс лакируют. Покрытие палубы и крыши рубки стеклопластиком осуществляется по технологии, описанной на стр.162. Одним из важнейших узлов является соединение рубки с палубой; оно должно быть прочным и не должно давать течи. В наиболее простых по исполнению узлах (рис. 115, а, б и в), к сожалению, довольно трудно обеспечить водонепроницаемость. Вода просачивается даже под штапики 4, по стыку между стенкой рубки 3 и карленгсом 1. Конструкция, показанная на рис.115, в, кроме того, может оказаться и недостаточно прочной. Наиболее надежным и простым является соединение, изображенное на рис.115,г. Стенка рубки хорошо связана с палубой через карленгс 6. Если вода проникнет под штапик, то дальше она просочится на палубу, а не в каюту. Несколько сложнее узел, показанный на рис.115,д, в котором комингс 3 рубки сопрягается с утолщенной доской 7 палубного настила, имеющей галтель. Вода, даже при крене судна, в стык между палубой и рубкой не попадает, а будет стекать по галтели на палубу. Дальнейшим усовершенствованием является соединение, представленное на рис.115,е, с врезкой стенки рубки в палубную доску 7.
Требующийся наклон боковым комингсам задается заранее установленными в корпусе поперечными переборками и, в случае необходимости, дополнительным шаблоном в передней части рубки. Комингсы могут быть заготовлены из фанеры толщиной 5-8 мм или из досок, склеенных по кромкам. Их ставят на место, прикрепляя к шаблонам временно, а к карленгсам и переборкам - постоянно на болтах (шурупах) и клею. К верхней кромке комингсов прикрепляют продольные бруски - шельфы, в которые врезают концы бимсов, размечаемых точно так же, как и палубные. Чаще всего бимсы рубки делают облегченной конструкции, выклеивая их из нескольких слоев качественной древесины разных пород (в наружных слоях дуб или ясень, в средних - сосна). Дополнительную прочность крыше рубки придают один или два карленгса, которые нарезают на бимсы и скрепляют с ними на клею и шурупах.
Стекла в иллюминаторы рубки вставляют по окончании отделочных работ. Для этой цели используется органическое стекло (плексиглас), реже - обычное, но увеличенной толщины. Минимальная толщина стекол на малом судне-6 мм; при длине судна, приближающейся к 10 м, она увеличивается до 7-8 мм. Более тонкие стекла, как показывает опыт, оказываются на катерах и яхтах недолговечными. На рис.116 представлено несколько способов заделки стекол при тонких комингсах рубки, изготовленных из фанеры; на рис.117- в комингсах из массивной древесины. Если применяется оргстекло, то самый простой по исполнению способ - это закрепить его снаружи комингса на винтах или шурупах (рис.116,а). Вырезать стекло необходимо с перекроем отверстия иллюминатора на 20-25 мм и ставить его на несохнущем герметике или, в крайнем случае, на тонкой резиновой прокладке. Шурупы должны быть поставлены достаточно часто, чтобы хорошо прижать стекло к комингсу. В варианте "б" стекло ставится с внутренней стороны комингса; его нижняя кромка удерживается в пазе накладки 3, а верхняя закрепляется на винтах. В этом случае иллюминатор лучше выглядит снаружи, но открытые торцы фанеры должны быть надежно защищены лакокрасочными покрытиями от проникновения влаги между слоями. Вариант "в" - наиболее надежный и обеспечивающий хороший вид заделки, как с наружной, так и с внутренней стороны комингса, но более трудоемкий в исполнении. И в этом варианте накладку 3 необходимо поставить на герметике. Достаточно надежно в судовых условиях крепление стекла на тонких комингсах при помощи резинового автомобильного профиля (рис. 116, г). Следует только учитывать, что такой профиль можно изогнуть по определенному минимальному радиусу (около 100 мм) и, если радиус выреза под стекло меньше, то лучше выполнить его под острым углом, а профиль разрезать и соединить по биссектрисе этого угла. Для точной подгонки частей профиля рекомендуется вставить в него фанерные полосы на место стекла и комингса, разметить на фанере нужный угол и его биссектрису и, не вынимая фанеры, сделать пропил в профиле точно по разметке. В вырезе иллюминатора каждый отрезок уплотнительного профиля должен вставляться с небольшим сжатием, чтобы не было течи по стыкам в углах. Иллюминаторы небольших размеров могут быть окантованы снаружи латунными, алюминиевыми или из нержавеющей стали полосами, которые, будучи отполированными, придают лодке нарядный вид. Дело, однако, могут испортить шурупы или винты, если они не из цветного металла или нержавеющей стали; даже хром или никель часто не защищают стальной крепеж от коррозии в условиях малого судна. В конструкции крепления сдвижных стекол, показанной на рис.118,а, используется алюминиевый или пластмассовый профиль с двумя канавками, который применяется в мебельной промышленности и для форточек в автобусах. Герметичности иллюминаторов в данном случае не обеспечить; воду, скапливающуюся в направляющих канавках, приходится отводить по специальным отверстиям 6 на желобок 5. В варианте "б" попадание воды в рубку исключается благодаря полосе из оргстекла 8, по которой скользит планка с фланцем 7, прикрепленная к сдвижному стеклу. Верхняя кромка стекла находится в направяющем профиле, аналогичном показанному в варианте "а".
При недостатке места для сдвинутой крышки ее можно сделать Люки в палубе, если они используются для входа и выхода, должны иметь минимальный размер в свету 460Х460 мм; размер 600Х600 мм обеспечивает и удобный выход, и протаскивание через люк парусов. Отверстие люка ограждается комингсом, препятствующим попаданию воды внутрь лодки. Высота комингсов должна быть достаточной для свободного откидывания крышки.
При монтаже люков сначала причерчивают и подгоняют по погиби палубы поперечные комингсы, которые ставят на клею и шурупах на палубный настил. Продольные комингсы соединяют с ними врезкой "в полдерева" также с применением клея. В верхней кромке комингсов заранее прострагивают канавку для уплотнения, которое можно сделать из пластиковой или резиновой трубки (рис.120, в). Трубка должна слегка выступать над кромкой комингса. Изнутри комингс облицовывают декоративной планкой, которая выступает над его уровнем, преграждая путь проникшей через уплотнение воде. Крышка люка делается с обвязкой из брусков аналогично конструкции комингса, и покрывается фанерой толщиной 10-12 мм или рейками, склеенными по кромкам.
Подмоторная ниша должна исключать заливание корпуса судна водой через транец, высота которого ограничена размером дейдвудной трубы подвесного мотора. Размеры ниши должны быть достаточными для беспрепятственного откидывания и поворота мотора. Иногда ниша используется для размещения топливных бачков. В этом случае ее дно должно располагаться ниже верхней кромки транца не менее чем на 200 мм. Переднюю стенку нити лучше всего заранее закрепить на предпоследнем шпангоуте вместе с рейкой - опорой ее дна. Такая же рейка должна быть на транце. При сборке корпуса достаточно будет вставить продольные стенки, прикрепив их к палубе и к днищу, и подогнать дно. При фанерной конструкции ниши полезно все углы в ней оклеить полосами стеклоткани на эпоксидном связующем ("мокрыми угольниками"). В транце, по углам у самого днища ниши, делаются отверстия - шпигаты для слива попавшей в нишу воды.
Дощатая обшивка вгладь без склейки поясьев должна быть проконопачена по пазам. Конопатка обеспечивает водонепроницаемость корпуса и, если она выполнена правильно, служит связью между смежными поясьями. Конопатят обшивку обычно перед шпаклевкой и окраской корпуса. Для конопатки используют пеньковую паклю, пряди распущенных смольных тросов, вату. Вату и паклю предварительно свивают в длинные жгуты толщиной, соответствующей ширине паза. При большой щели между поясьями приходится два-три отдельных жгута свивать в один. Пазы, подлежащие конопатке, необходимо внимательно осмотреть и, если требуется, придать им правильную разладку, или профиль, как показано на эскизе (рис.121). Со стороны набора (т. е. от внутренней кромки) доски обшивки примерно на одну треть толщины должны прилегать одна к другой совершенно плотно, зазор на остальной части ширины досок должен постепенно расширяться до 1,5-2 мм у наружной поверхности обшивки. В таком пазе конопатка будет надежно удерживаться при разбухании и усыхании досок. Важно, чтобы щель имела одинаковую разладку по всей длине паза, иначе более узкие места будут препятствовать уплотнению остальных участков. Полезно перед конопаткой пройти пазы лебезой-специальным инструментом с широким тупым лезвием, которое сминает кромки смежных досок и расширяет паз (рис.122). Жгут вкладывают в паз и сначала слегка осаживают при помощи лебезы и молотка участками по 150-200 мм на каждый метр длины. Если не удалось добиться равномерной разладки, придется изменять толщину жгута в зависимости от ширины щели. Затем в паз вгоняют остальные участки жгута и, наконец, осаживают всю конопатку до требуемой плотности. Лебеза не должна вязнуть в конопатке, при ударах звук не должен быть глухим. При слабой конопатке обшивка потечет, а при чрезмерно плотной - разбухшие в воде доски сильно нагрузят заклепки, крепящие обшивку к шпангоутам, и даже могут срезать их. Чтобы избежать чрезмерной плотности конопатки, не следует брать слишком тяжелый металлический молоток, лучше пользоваться деревянным (киянкой). При обрыве жгута его конец нужно согнать "на нет" и свить с таким же концом нового жгута.
Немаловажное значение для сохранения деревянного корпуса в течение длительного времени имеют лакокрасочные покрытия, создающие, влагостойкую защиту древесины, особенно - пропитка корпуса олифой, древесной смолой или дегтем. В особой защите нуждаются торцы всех деталей набора и наружной обшивки. Для пропитки применяют смолу хвойных пород древесины или деготь лиственных. Обычно корпус пропитывают снаружи за один или два раза жидкой смолой в подогретом состоянии - для более глубокого проникновения ее в поры древесины. При этом поверхность обшивки приобретает глянцевый вид; матовые участки надо пропитывать дополнительно. Чтобы лодка лучше выглядела, после пропитки обшивки жидкой смолой можно покрыть ее одним слоем олифы - чистой или слегка пигментированной под цвет будущей окраски. Красят обшивку масляными красками. Сосновая древесина, как более смолистая (особенно мелкослойная), может быть пропитана один раз жидкой смолой, а затем олифой или масляными красками. §10. Покрытие кopпуса стеклопластиком Корпус, построенный из дерева, или фанеры, можно оклеить снаружи стеклопластиком. Кроме защиты древесины, от влаги и механических повреждений стеклопластик повышает прочность корпуса, упрощает весенний ремонт судна. Для защитной оклейки, корпуса судна наиболее подходящими являются стеклоткани редких переплетений - так называемые "сетки" марок СЭ (ССТЭ-6 или ССТЭ-9). Вследствие малой плотности они легко пропитываются, смолой и благодаря своей эластичности хорошо облегают корпус. Годится также стеклоткань сатинового переплетения марки ACTT(б)C2 или Т-11-ГВС-9. Оклеивание производится при температуре не ниже 180С и относительной влажности, воздуха не выше 65%. Время отверждения - от 1 до 7 суток.
При раскрое ткани желательно отрезать куски, равные длине корпуса, особенно для полос, укладываемых вдоль киля и ватерлинии.При ударе о препятствие стеклопластик в этих местах может отслоиться на значительном расстоянии, целое полотнище в этом случае только порвется. Связующее для оклейки следует готовить в эмалированной посуде, в количестве, которое может быть израсходовано за 1-1,5 ч работы. Подробно о рецептуре и способах подготовки можно прочитать в главе 3. При работах по оклейке применяют следующие ножницы для раскроя ткани, торцовые кисти, шпатели, ролик для прикатки и эмалированную посуду. Обработанная поверхность наружной обшивки грунтуется тонким слоем связующего, приготовленного без тиксотропного наполнителя (рис.123). Размер участка определяется так, чтобы его можно было оклеить за 1-1,5 ч. Через 30 мин. после грунтовки наносится еще один слой связующего, но уже с тиксотропным наполнителем, и сразу же на него укладывается первый слой стеклоткани, который тщательно разглаживается, простукивается торцовыми кистями от середины полотнища к краям до полного удаления воздушных пузырей и достижения равномерной его пропитки. Сверху опять наносится слой связующего, укладывается второй сдой стеклоткани. Аналогично укладываются последующие слои до получения защитного слоя нужной толщины. Ориентировочно можно считать, что 4 слоя стеклоткани составляют защитное покрытие толщиной в 1-1,5 мм. Толстая стеклоткань создает достаточную защиту в один-два слоя. Первый слой стеклоткани должен перекрывать на 50-70 мм скуловой брус, заходя на днище, и на такую же величину - на палубу. Последующие слои должны ложиться так, чтобы перекрой по кромкам был не менее 20-30мм. Наиболее уязвимые места корпуса, например, скулу, днище у киля, соединение борта с палубой целесообразно защитить дополнительными слоями стеклоткани, наклеив полосы шириной 50-100 мм. Для того чтобы кромки стеклоткани не были заметны на готовом корпусе, рекомендуется выдернуть крайнюю продольную нитку из кромки каждого полотнища. При оклейке днища край ткани необходимо перепустить на борта; аналогично поступают при покрытии стеклопластиком палубы, транца и форштевня. Оклейку нужно вести непрерывно до получения защитного слоя нужной толщины, иначе связующее отвердеет, и для продолжения работы поверхность придется зачищать. Если приходится оклеивать днище в потолочном положении, разрезанная на куски по длине лодки стеклоткань предварительно пропитывается связующим на столах. Затем полотнища ткани наматывают на круглые стержни диаметром около 70 мм и не позднее чем через 30-40 мин. после этого их разматывают и укладывают на корпус, пробивая образовавшиеся пузыри торцовыми кистями и прикатывая ткань валиками.
Если на днище мотолодки имеются продольные реданы, которые перед оклейкой снять не представляется возможным, то такое днище оклеивают аналогичным способом: сначала узкими полосами реданы, затем поверхности между реданами широкими заранее выкроенными полосами. Изнутри корпус обычно не оклеивают. Поскольку покрытие из стеклопластика фильтрует воду, как бы тщательно оно не выполнялось, при двухсторонней оклейке обшивки исключалось бы испарение влаги, набранной досками, и здесь быстро развивались бы процессы гниения. После оклейки корпуса, пока связующее еще окончательно не желатинизировалось, выполняют "мокрую шпаклевку". Неровности (риски, наплывы клея) сглаживают шпателем, смачивая растворителем. Для шпаклевки применяют то же связующее, которое используется для оклейки корпуса, с добавлением наполнителя - кварцевого песка или маршалита (мел и цемент применять не рекомендуется). Шпаклеванную поверхность выравнивают и сразу же обтирают тампоном, смоченным в растворителе. После того как шпаклевка высохнет, рекомендуется прошкурить поверхность пластика-устранить глянец стеклянной шкуркой. К матовой поверхности гораздо лучше прилипает краска, особенно эмаль. Для окраски рекомендуется применять, эмали ПФ-115 или ПФ-117, которые наносят в 2-3 слоя. Стойкое декоративное покрытие оклеенного стеклотканью корпуса может быть выполнено на основе того же связующего, что применялось для оклейки, путем введения в него сухих красящих пигментов (см. табл.18). Пигмент вводится в смолу до ее смешивания с ускорителем.
Минеральные пигменты необходимо просушить в сушильном шкафу при температуре 105-110 °С для того, чтобы влага, содержащаяся в пигменте, не задерживала отверждения смолы и не снижала прочность стеклопластика. Высушенный пигмент тщательно просеивают через сито (мелкую капроновую сетку). Из просеянного порошка пигмента и связующего, смешанного с тиксотропным наполнителем (белая сажа или аэросил), приготовляют пастообразную композицию, состоящую из 50 % порошка пигмента и 50 % смолы. Для этого их тщательно смешивают и хранят в закрытой посуде. Связующее, не содержащее инициаторов отверждения, может храниться долго. В смолу, предназначенную для нанесения в качестве декоративного слоя на корпус судна, добавляют пасту и перемешивают до тех пор, пока не получится однородная масса нужного колера, и уже после этого в нужное количество связующего вводят отверждающие добавки и тщательно перемешивают. Цвет отвержденного декоративного слоя обычно отличается от цвета применяемого пигмента, поэтому, прежде чем приготовить связующее для покрытия всего корпуса, надо сделать несколько проб с различным количеством пасты. Через сутки после нанесения декоративного слоя корпус можно зачистить от подтеков и окончательно отделать: подшпаклевать неровности и после отверждения шпаклевки отшлифовать поверхность водостойкой шкуркой № 180-220 с мыльной водой. Корпус небольшой лодки можно оклеить тонкой хлопчатобумажной тканью (бязью или миткалем), используя клеи БФ-2, БФ-4, БФ-6, пентафталевый лак № 170А, глифталевый лак любых марок, бакелитовые лаки марок А и Б, лак ХС-76, масляные лаки (6с, 6т, 4с, 4т) или густотертые краски. Пентафталевый лак можно брать любых марок, но если будет применен ПФ-231 (паркетный), надо учитывать, что он высыхает очень быстро-за 30- 60 мин. с момента нанесения. Можно использовать и другие паркетные лаки с кислотным отвердителем (МЧ-26 и т. п.). Время отверждения бакелитового лака составляет не менее 7 суток. Лаки наносят большой кистью одновременно на обе поверхности, но на ткань несколько обильнее, чем на корпус. Густотертые краски для оклейки тканью разводят льняной олифой из расчета: на 1 часть (по объему) свинцовых белил и крона-от 1/3 до 1/2 части олифы; на 1 часть цинковых белил-от 1/4 до 1/3. Свинцовый сурик приготовляют в момент употребления, отвешивая на 80 вес.ч. сухого порошка 15 вес.ч. льняной олифы. Краски наносят на обе поверхности жесткой кистью. Срок их полного высыхания при температуре 20 °С не менее 3 суток.
§11. Шпаклевка и окраска корпуса
Для выравнивания поверхности перед окраской выбирается в зависимости от рода красок, которыми предполагается покрыть корпус, и состояния его поверхности. Под все краски и эмали можно применять масляно-лаковую шпаклевку ПФ-00-2 (желтого или красного цвета). Под некоторые краски и нитроэмали применяются также шпаклевки НЦ-00-9 (желтая), перхлорвиниловая ПХВШ-2, масляно-глифталевые № 175 и 185. Для заделки выбоин и глубоких вмятин в обшивке, а также для заделки щелей и стыков употребляют эпоксидную шпаклевку Э-4002 и подмазку № 201. Если не удалось приобрести шпаклевку заводского изготовления, можно приготовить ее самостоятельно. Основу шпаклевки составляют связующее - олифа (150-180 г на 1 кг готовой шпаклевки) или подмазочный лак (200-300 г), наполнитель - мел (700- 800 г для масляной и 550-660 г - для лаковой) и краситель - охра, железный сурик. Для ускорения высыхания масляной шпаклевки в нее добавляют около 10 г сиккатива. При приготовлении шпаклевки связующее надо профильтровать, а наполнитель и краситель просеять через капроновый чулок. Рекомендуется сначала смешивать между собой все сухие компоненты, а потом уже добавлять в них связующее. Эпоксидная шпаклевка готовится из смолы ЭД-5 с компонентами, как обычное связующее (см.стр.104), а наполнителем служит мелкая древесная мука. Перед шпаклевкой на масляной или лаковой основе корпус необходимо покрыть горячей олифой. Олифить лучше сплошь, а не только оголенные от краски места древесины, которые рекомендуется покрыть олифой дважды. Олифа, впитываясь в древесину, защищает ее от влаги и обеспечивает лучшее сцепление с ней шпаклевки. Шпаклевать нужно всю поверхность широкими металлическими шпателями толщиной 0,6-0,8 мм. Шпатель держат под углом 60-75° к поверхности, прижимая массу шпаклевки так, чтобы она заполняла все углубления, а на ровных и гладких участках ложилась тонким, чуть заметным слоем. Не следует пытаться за один раз зашпаклевать глубокие вмятины и трещины. Слой шпаклевки более 1 мм не только долго сохнет, но дает усадку и растрескивается. Глубокие неровности лучше сначала зашпаклевать эпоксидной шпаклевкой, да потом уже обычной, применяющейся для всего корпуса. В противном случае придется шпаклевать одно место несколько раз, давая просохнуть каждому слою в течение 1-2 суток (если шпаклевка лаковая) к 1-2 ч, если употребляется нитрошпаклевка. Зашпаклеванную поверхность, когда она просохнет, зачищают наждачной шкуркой, протирают от пыли, и зачищенные места покрывают олифой.
Первый слой краски, накладываемый на поверхность корпуса сплошным слоем, является грунтом. Желательно, чтобы шпаклевка, грунт и наружная декоративная окраска были близких тонов. Для этого рекомендуется ввести в шпаклевку пигмент, соответствующий по цвету будущей окраске. Грунт должен просохнуть в течение 2-3 суток и иметь глянцевый вид. Обнаруженные матовые места покрывают грунтом вторично, так как в этих местах олифа или другое связующее краски впитывается шпаклевкой. Под краски на свинцовой основе желательно применять свинцовые же грунты: сурик, крон, белила. Грунтом под цинковые белила и крон служат эти же краски, чистая олифа или охра. По грунту накладывают промежуточный слой краски, а затем и окончательный - декоративный слой того же цвета, что использовался для предыдущего. Если корпус загрунтован свинцовым суриком, а желательна декоративная окраска белого цвета, необходимо принять меры, чтобы сурик не просвечивал; перекрыть грунт свинцовыми или цинковыми белилами в один слой или дублировать светлый декоративный слой. Для декоративного слоя можно использовать глифталевые, пентафталевые и импортные эмали. Для повышения стойкости декоративного покрытия его следует дополнительно покрыть слоем лака того же состава, что и краска: по глифталевым эмалям ГФ - глифталевым лаком, по пентафталевым ПФ - пентафталевым лаком и т. д. Водосветостойкий пентафталевый паркетный лак ПФ-231 наиболее универсален: им можно покрывать любые эмали и краски, включая импортные. Краски поступают в продажу как в готовом к употреблению виде (уже разбавленные олифой), так и густотертые.Густотертые краски могут храниться в плотно закупоренной таре до 2 лет, готовые к употреблению - не более года. Долго хранившиеся готовые краски надо тщательно перемешать и добавить в них олифы. Если образовалась толстая пленка или толстый слой желатинообразной олифы, его надо удалить, а краску развести свежей олифой. Густотертые краски разводят олифой в следующих соотношениях: на 100 вес. ч. свинцовых белил, свинцового крона или крона зеленого соответственно 24, 44 или 35 вес. ч. олифы. Вводить олифу для разбавления густотертой краски следует в два-три приема, тщательно размешивая ее после каждого добавления. Расход краски зависит, прежде всего, от шероховатости покрываемой поверхности, породы и пористости древесины. Краски на тяжелых пигментах (свинцовые, медные, киноварь, железные) обычно расходуются в большем количестве, чем на легких (цинковые и литопонные белила, охра, ультрамарин и т. п.). При использовании свинцового сурика в качестве грунта расходуется в среднем по дереву- 150 г/м2, глифталевого грунта ГФ-020-85 г/м2. Нормы расхода масляных (на олифе) и глифталевых красок приведены в табл.19. Если окрашиваемая поверхность не загрунтована, расход краски будет максимальным. Для второго и последующих слоев всегда требуется краски примерно на 20 % меньше: шероховатость уже сглажена первым слоем, краска растирается по гладкой поверхности с меньшим усилием, более тонким слоем. Срок сушки красок при температуре 18-20°С; масляных-72 ч, глифталевых и пентафталевых эмалей - 24 ч, нитроэмалей - 1 ч. Перед повторной окраской надо убедиться, что предыдущий слой хорошо просох. Если последующий слой положить по непросохшей краске, он впоследствии отстанет от поверхности. Растворители вводят в краску для того, чтобы придать ей консистенцию, нужную для работы кистью или пульверизатором. Дозировка растворителя и его тип строго определены для каждого вида краски. Излишнее количество растворителя приводит к ухудшению качества защитной пленки, в которой образуются поры вследствие быстрого испарения летучих компонентов растворителя. Для масляных грунтов, красок и лаков растворителями являются скипидар или уайт-спирит. Глифталевые и пентафталевые краски растворяют уайт-спиритом, сольвентом, скипидаром, ксилолом, толуолом, растворителем РС-2. Для нитроэмалей применяют специальные растворители № 646 и 649. Растворители № 651 и PC-2 могут использоваться для растворения масляных лаков. Полиэфирные лаки растворяют ацетоном. Существуют еще разбавители и разжижители краски, которые вводят в нее после растворителя, в основном для возможности использования пульверизатора. Разбавитель Р-5 пригоден для масляных и перхлорвиниловых красок; Р-13 и Р-14-для масляных, глифталевых и пентафталевых красок; РДВ - для нитрокрасок.
Лаки в чистом виде могут применяться как самостоятельное покрытие деревянной поверхности, так и для покрытия по любым краскам для сохранения их декоративных качеств: светлые лаки-для белого, розового, голубого, синего и зеленого цветов, а темные - для желтого, коричневого и черного. Они могут быть также использованы для разведения густотертых масляных красок. В лаки (как темные, так и светлые) может быть добавлена алюминиевая пудра для получения серебристого покрытия подводной или надводной части корпуса, различных дельных вещей. Кроме получивших широкое распространение масляных лаков, в мелком судостроении в последние годы стали использоваться глифталевые, пентафталевые, полиакрилатные и другие лаки. Глифталевые лаки в зависимости от количества в них масла бывают жирные (№ 5 и № 6), средней жирности (№ 4) и тощие (№ 7). Пленка тощих лаков более твердая и хрупкая, чем жирных. Светлые лаки имеют обозначение "с", а темные - "т", прибавляемое к номеру лака (например, № 4с-светлый лак, а № 4т-темный). Глифталевые лаки непосредственно наносят на металлические и деревянные поверхности, а также на слой краски. Срок высыхания - от 48 до 72 ч. Пентафталевые лаки - светлые и пригодны для всех поверхностей, но особенно хорошо защищают алюминиевые сплавы. Промышленность выпускает два варианта: № 170 - нормальный, высыхающий за 72 ч, и № 170А-высшего качества, высыхающий за 48 ч. Этот лак обладает повышенной стойкостью к воде и бензину. Светлые мочевинные лаки МЧ, приготовляемые на основе пластифицированной мочевино-формальдегидной смолы, являются двухкомпонентными - перед употреблением их нужно смешивать с отвердителем, после чего они пригодны к использованию в течение 20-30 мин. Лаки пригодны для покрытия деревянных палуб, комингсов рубок и других деревянных частей судна. Лак МЧ-26 приготовляется из расчета 95 вес. ч. лака и 5 вес. ч. отвердителя-7 %-ного раствора соляной кислоты в воде. Сохнет в течение 6-12ч. Для приготовления лака МЧ-52 93 вес. ч. его смешивают с 7 вес. ч. отвердителя-3,5-4 %-ного раствора соляной кислоты. Хорошими влагозащитными свойствами обладает эпоксидно-перхлорвиниловый лак, отвердителем для которого служит полиэтиленполиамин. Он может быть применен как водостойкое покрытие для стальных, деревянных и стеклопластиковых корпусов. В качестве лака часто используется разжиженная ацетоном эпоксидная смола, которая наносится на чистую деревянную поверхность (без предварительной пропитки олифой). Для создания защитной пленки на полированных металлических дельных вещах (обрамления иллюминаторов и т. п.) применяются светлые клеи БФ-2 и БФ-4, разжижаемые спиртом или денатуратом. Особую группу составляют асфальтобитумные черные лаки. Лак "Кузбасс" - каменноугольный, состоит из пека, растворенного в смеси ароматических растворителей. Применяют его для окраски подводных частей и стальных и деревянных судов, а также внутренних поверхностей в трюмах. Битумный лак №177 состоит из сплава битумной смолы и растительных масел, растворенного в органических растворителях. С добавлением 8-12 % алюминиевой пудры ПАК-3 или ПАК-4 получают серебристую темную краску, пригодную для окраски стальных и деревянных судов. Срок высыхания этих лаков - 24 ч. Для окраски корпусов пригодны также асфальтобитумные лаки № 35 и 350. Лаки быстровысыхающие (1-3 ч) наносят распылением, медленно высыхающие (6-72 ч) - кистью, а мебельные - кистью на больших поверхностях и тампоном на малых. Густые или загустевшие лаки можно развести до нужной консистенции соответствующими растворителями, кроме лаков двухкомпонентных, где основа лака приготовляется в заводских условиях по строгой рецептуре и режиму. Для получения лаковой пленки достаточной прочности необходимо нанести не менее 3 тонких слоев (для наружных частей судна-4-5 слоев) с обязательной полной просушкой каждого предыдущего слоя и очисткой его от пыли. Недопустимо выполнять лакировку во влажную погоду или под воздействием прямых лучей солнца. На корпусе только что построенного судна наметить ватерлинию проще всего при помощи шлангового уровня (рис.125). Установив судно без крена и на ровный киль (или с дифферентом, который оно должно получить на плаву), подводят одну трубку уровня А к начальной точке С на форштевне или миделе, намеченной соответственно заданной осадке. Затем по уровню жидкости в передвигаемой вдоль корпуса второй трубе Б наносят на борт риски нижней горизонтальной линии. Точно по рискам ниже полученной линии наклеивают клейкую ленту или лейкопластырь. Вторую ленту наклеивают выше - соответственно ширине ватерлинии, которую предстоит накрасить. Верхнюю кромку ватерлинии в носу и корме надо немного поднять, чтобы получить у судна, сидящего в воде, ватерлинию зрительно одинаковой ширины - учесть увеличивающийся в оконечностях развал бортов наружу. Еще один способ отбивки ватерлинии, по которому, вероятно, и получил название этот процесс. У судна, стоящего на ровном киле и без крена, ставят в носу и корме козелки со строго горизонтальными верхними кромками, расположенными на уровне расчетной ватерлинии. Работу выполняют два человека. Намелив прочный шнур, они натягивают его с одного козелка до другого таким образом, чтобы он касался корпуса в средней части судна (рис.126,а); затем один из работающих (а при большой длине судна - третий) оттягивает шпур за середину и отпускает его: на корпусе остается меловой след. Перемещая обе точки крепления шнура вдоль горизонтальных кромок козелков, постепенно намечают ватерлинию все дальше в нос и в корму.
Поднять верхнюю кромку ватерлинии у форштевня можно с помощью клина, закрепленного к носовому козелку высокой частью к ДП (рис.126,б) уже после пробивки горизонтальной нижней кромки.
|
Огромное спасибе всем, кто посетил мой сайт и откликнулся, искренне этому рад. И надеюсь на дальнейшее продуктивное сотрудничество
мой E-mail : lautfisher@yandex.ru Отправить сообщение |